Enhancing coating performance through surface modifying additives
Last update on Aug 29, 2025
- Water repellency
- Mar-, slip- & scratch resistance
- Abrasion resistance
- Gloss
- Flow and leveling
- Soft and silky feel of the coating
- Anti-blocking properties
- Surface texture
Why modify the surface properties of coatings?
There are basically two reasons for changing the surface of a coating.
The first one is the need to lower the surface tension/surface energy to achieve certain properties.
The second reason is achieving a different optical effect like a matte- or textured surface.
The latter additives may not necessarily influence the surface energy of the system but depending on their chemical structure many of them also alter this property.
STEP 1 - Surface energy modification
It is essential to understand the principles of surface tension and surface energy when designing your systems. These phenomena control film properties like leveling, wetting, scratch- and mar resistance, water repellency, and surface feel. All these properties, highly depend on the surface tension of the film.
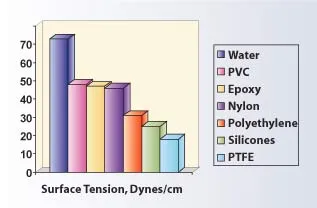
Graph 1: Depiction of surface energy of various vehicles
Most vehicles used in coatings and inks exhibit a high surface energy. A well-known coatings vehicle, for example, epoxy has a surface energy of 47 Dyne/cm (See graph 1). Other vehicles used in coatings and inks, with the exception of silicone-based resins, show values at more or less the same level.
Because of this relatively high figure, it will be difficult to achieve superior leveling, feel and resistance against scratching and marring of the surface. Additives like silicones, waxes, and selected surfactants, are exactly designed for improving these properties. We will go into more details about the pros and cons of different chemistries for changing the surface energy.
STEP 2 - Optical surface modification
In many cases, the surface of a coating or ink has to be altered to a different optical effect like a lower gloss or a certain texture. Reducing the gloss of a system is achieved by "destroying" the smooth surface of the glossy film by introducing a kind of "micro-roughness" so that the incoming light is reflected to all different directions (See figure 1). Discover how to retain the gloss in outdoor coatings.

Figure 1: Optical effect from gloss and mat surface
The common solution for matting is the addition of a silica matting agent. These additives are very effective in lowering the gloss of all kinds of systems, both solvent as well as waterborne. The matting effect relies on the porous and uneven shape of the silica particles.
When added in a sufficient quantity to a coating or ink, they will extend beyond the film surface when the film shrinks during the drying process. This will alter the film from a smooth and glossy surface to a matte one. In most cases, an addition of 2 - 4 % of silica will do the job.
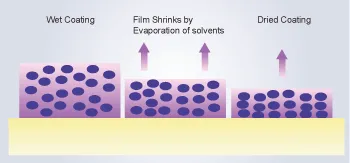
Figure 2: Effect of silica matting agent on coating surface
Silicas are very effective in common solvent borne or aqueous systems. They are far less efficient in modern high solid- or solvent-free systems. The mechanism of matting, as explained above, doesn't function any longer because of the lack of sufficient solvent: there is no or very little shrinkage of the film.
It means that the percentage of silica that has to be added to break down the gloss must be increased to much higher levels like 10 - 15 %. But then, another problem shows up which is the viscosity and rheology properties of the system rises beyond acceptable levels. In other words, it is virtually impossible to reach sufficient matting and good application properties at the same time.
The only solution to this problem is to use additives that are not depending on film shrinkage for breaking the smooth surface of the film. They should be added in relatively low percentages to maintain the application properties but still be effective at the surface of the film.
Additives optimizing surface properties
Additives like silicones, surfactants, and waxes all have a significant effect on the surface energy of coatings and inks. But which chemistry/additive should one look for is tricky. One may compare the advantages and disadvantages of all of them to get the desired formulation.
As we know, there is no one and one only solution to a problem when it comes to formulating coatings and inks. Whichever solution we pick, it will always be a compromise. Let us look at them one by one.
Silicones
Silicones exhibit a very low value, just a bit higher than PTFE (see Graph 1). This means that there will be a remarkable effect on all properties depending on low surface tension like leveling, flow, water repellency, and scratch resistance. Because they readily migrate to the surface, only very small additions will do the job.
The main advantage of these additives is that, being a liquid product, they can just be stirred in with a low energy mixer and they will not lower the gloss of a coating at all. If low surface energy is required without any influence on high gloss, there is not other alternative than silicones. However, depending on the type of silicone used, there may be a negative effect on re-coatability or intercoat adhesion. For this reason, many formulators rather try to avoid the use of silicones.
But also, in case there is a need for altering the optical appearance and "touch" of the surface, such as "soft-feel coatings", some specially modified silicones can give this effect. Some silicones are crosslinked giving a three-dimensional elastomeric network in the form of flexible silicone particles. These are available as aqueous suspensions or dry powders which can just be stirred in into a coating's formulation.
Surfactants
Surfactants are mainly known as additives for improving dispersion properties of pigments and extenders. But they can also be effective additives for resolving surface problems like leveling and wetting of the substrate. There are predominantly two types of surfactant chemistries used as leveling and wetting agents in coatings formulations. These agents are:
Hydrocarbon surfactants: The surface tension reducing part of a hydrocarbon surfactant consists primarily of hydrogen and carbon. They are generally less expensive than fluorocarbon surfactants, and hydrocarbon surfactants are available with a variety of functional groups.
Fluorocarbon surfactants: The surface tension reducing part of a hydrocarbon surfactant consists primarily of fluorine and carbon. They will result in a coating with a much lower surface tension. They are more efficient than hydrocarbon surfactants requiring a lower concentration to provide an effect. Tailored to function in all types of coating systems including solvent borne and waterborne coatings, high-solids coatings, and powder coatings.
Both hydrocarbon and fluorocarbon surfactants are available in anionic, non-ionic, and cationic chemistries. Because hydrocarbon surfactants are less expensive, it makes economic sense to try them first in the coating formulation.
A good starting point concentration is 0.3-0.4 weight % hydrocarbon surfactant. The concentration should be adjusted to the level where the surface tension begins to level off. A hydrocarbon surfactant will typically result in a coating with a minimum surface tension on the order of 28-35 dynes/cm.
One of the following conditions may exist if the hydrocarbon surfactants tested fail to solve the coating problem.
- The surface tension of the coating, though lower than the surface tension of the coating without the hydrocarbon surfactant, may still be too high.
- The hydrocarbon surfactant may not be the lowest surface tension component in the system. For example, if a silicone defoamer is in the formulation, surface tension gradients may occur during the drying or curing process that the hydrocarbon surfactant cannot resolve.
- Should high concentrations of the hydrocarbon surfactant be needed to sufficiently lower the surface tension which is typically the case with hydrocarbon surfactants. The moisture sensitivity of the coating may have increased to intolerable levels.
After trying hydrocarbon surfactants, should any or all of the above conditions exist, the next step is to formulate with a fluorocarbon surfactant. Fluorocarbon surfactants can typically reduce the surface tension of coating formulations to 20 dynes/cm or less. The lower surface tension should maximize the initial wetting ability of the coating and minimize coating defects that occur because of surface tension gradients. Because fluorocarbon surfactants are much more efficient, a starting point concentration of 0.1 - 0.2 weight % in solvent borne/radiation cured formulations looks like the right choice.
Waxes
For centuries, the word wax meant "Beeswax" only. It was mainly used for "burning" in candles and also, occasionally, for waterproofing ships. In the 17th century, the first Carnauba wax was imported into Europe from Brazil. Later, fossil materials such as Montan wax, Solid Paraffin wax, and microcrystalline wax were added to the family of waxes.
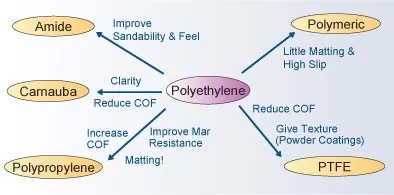
Figure 3: Types of waxes and their properties
Today, there are a wide variety of waxes available in the market. Amongst them some are natural while others are synthetic. The figure above shows the properties which these waxes offer.
How do waxes work in coatings & inks?
Waxes should be present at the surface of the system in order to function as a surface modifier. Basically, there are two main theories explaining how this phenomenon takes place: the ball bearing effect and the floating effect.

Ball bearing theory
The ball bearing theory explains the beneficial effect of waxes on mar and scratch resistance in coatings by saying that they only work as long as their particle size is similar to the film thickness of the system, or even a little larger.
This theory is backed up by the following observations:
- Extremely fine waxes are less effective than coarser ones.
- In very fast drying films, the wax would have no time to float to the surface.
- In high viscosity coatings, floating of the wax will be impossible because of the very restricted mobility in the film.
These statements are based mainly upon observations in printing inks where thin films, in the range of 3 to 5 microns, are normal. Also, drying times of gravure and flexographic inks are very short indeed. The last argument against floating is the fact that waxes also work in highly viscous coatings such as offset inks, where it is very unlikely that they could float to the surface.

Floating theory
The floating theory assumes that waxes act by virtue of their capacity to float to the surface of the film. This theory is also supported by some strong arguments:
- Fine particle size waxes (3 to 5 microns) are effective in thick films (well in excess of 100 microns in certain solventless systems).
- "Heavy" components e.g. PTFE (specific gravity 0.15), are not always effective in thick films because only a minor part reaches the surface.
- In some cases, the flatting effect of waxes is stronger in thick films compared to thin. It seems that a sort of "reservoir effect" is present: the more wax that is available in the film, the more that can float to the surface.
One may conclude that both "religions" (as is often the case) have some merit, depending upon one's standpoint, be it inks (thin and fast drying films), or coatings (thicker films with usually longer, open times).
Properties of waxes as matting agents
In either case, it is clear that the wax performs itsr task at the surface. And depending on the type of wax used and the particle size of the wax, it also will function as a matting agent. But in many aspects, they are different from silica. As always, there are advantages and disadvantages.
Effect on efficiency
In "conventional" systems, waxes are approximately 50% less effective when compared to silicas. In other words, if an addition of 2 % silica is needed to accomplish the desired gloss, approximately 4 % of a good matting wax, for example, polypropylene wax is required to arrive at the same matting.
However, in the case of high-solid systems like UV as discussed before, the right selected wax shows better matting compared to silica. This is due to the ability of the wax to float to the surface as explained under Floating Theory.
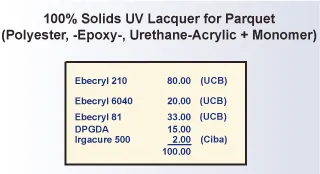
Figure 4: 100% solids UV lacquer for parquet
This means that with relatively low additions of wax, good matting can be achieved while keeping the viscosity of the system at acceptable levels. And as a bonus there will be a significant improvement of the mar- and scratch resistance of the system as well as an improvement of the surface-feel or "touch".
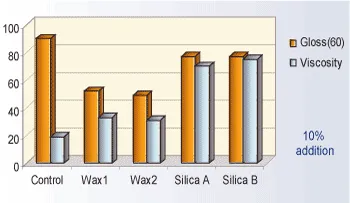
Figure 5: Gloss reduction (60°) and viscosity in a UV system
The influence on viscosity and matting is demonstrated in a 100 % solid UV system for parquet as shown above. Two well-known silicas were selected and compared with two 100 % polypropylene waxes. As it can be seen in the graph, an addition of 10 % of silica as well as wax was selected.
In the case of silica, the viscosity of the system went up to an unacceptable level while the gloss of the system just went a few percent down.
In the case of wax, a gloss level was reached of about 30 % measured at a 60 degrees angle while the viscosity of the system only marginally increased.
It has to be added though that this efficiency merely could be reached with a special wax consisting of polypropylene only. Other waxes like polypropylene copolymer waxes, polyethylene waxes, or PTFE compounds were evaluated. They showed the same minor effect on viscosity in UV systems but could not reach the same degree of matting.
Effect on sheen
Sheen is the change of gloss/matting of a coating when looked at it under different angles. Also here, there is a difference between silica and wax. Changing the angle from 60 degree to 30 degree, a system matted with silica will show less matting or more gloss.
A wax is much less sensitive to sheen. There only is a very minute difference in gloss when changing the angle of looking at the coating.
Effect on scratch resistance
The most difficult property to reach in case of matt coatings is to preserve/obtain good resistance against scratching. The lower the gloss, the more difficult it will be to prevent a scratch sensitive surface. Once more, silicas and waxes behave different in this characteristic.
Scratching the surface of a coating matted with silica only, will often result in a white marking. Doing the same with a wax matted surface will show less sensitivity to scratching but may result in a "glossy scratch", depending on the wax used.
The explanation is obvious: scratching a silica-matted surface will break the protruding silica particles, resulting in white marking. As waxes are not as brittle as a silicas, but are prone to temperature changes, the protruding wax particle will not break but rather melts under the high pressure and "smears" over the coatings surface thereby producing a glossy scratch.
How to introduce these additives into the system?
As far as the liquid additives like silicones and surfactants are concerned, there is not a special problem. They can just be stirred in. Things are different with solid additives like waxes. Not only the fact that many of them are in a solid form needs special attention but even more important is the phenomenon that most waxes are sensitive to high temperatures in combination with organic solvents. They may absorb some solvent and start swelling.
But apart from this, the performance of waxes in coatings and inks depend on the method of incorporation to a great extent. Here, again, there is no "one and only" correct method. It is obvious that preparations of waxes like dispersions, melts, or emulsions, are the easiest to incorporate. Because of their liquid character, they can be just stirred into the system by means of a slow mixer. The four techniques most frequently used are discussed below.
Molten waxes
Although most waxes are very resistant to solvents at room temperature, many of them can be dissolved in hot solvents. Melting the wax was one of the earliest techniques. A major limitation of the hot wax and solvent method is that only solvents, which have boiling points higher than the melting point of the wax, can be used. One can get around this problem by using closed, high-pressure kettles but this calls for special equipment not normally found in coatings or ink plants.

In addition, it is very difficult to achieve "batch to batch" uniformity with this method. This is because it depends largely on the rate of cooling of the molten wax. Nowadays, many companies have abandoned this troublesome technique and changed to another incorporation method or else buy ready-made wax melts from specialist producers. A further limitation of the melting method is that PTFE cannot be used as it has no melting point.
Dispersed waxes
Grinding the wax into solvent and/or vehicle in a ball mill or triple roll mill is a frequently used method. It has the advantage that it is suitable for practically all wax/solvent/resin combinations including PTFE. Though the equipment needed is conventional, it still requires special expertise to achieve uniform results.

Besides this, batch sizes are often too small to justify such an operation within a paint or ink factory. Here again specialized wax dispersion houses can often do a better job. Wax dispersions have another advantage: because the wax particles are rounded off (see figure above). They have even less influence on gloss than the same wax in micronized form.
Emulsified waxes
It is also possible to emulsify wax into water. Even more than the "molten wax in solvent" technique, this calls for specialized knowledge and equipment. Once again PTFE cannot be used. Besides the limitation that they can only be used in water borne systems, wax emulsions also contain a certain percentage of surfactants, which can have a negative effect on the water resistance of the coating or ink.
Micronized waxes
The most popular incorporation method is certainly the use of micronized waxes, if a micronized version of the wax is available. Not all waxes can be micronized, they must be "brittle" enough. Because 100% active material is bought, there is no limitation at all as far as compatibility is concerned, and the same wax can be used for all kinds of organic solvent, or solvent-free systems as well as aqueous coatings.

Incorporation can be affected by means of a high-speed impeller in a few minutes. A further advantage of micronized waxes if desired is their matting ability, provided that the right kind of wax is selected.
Real world applications where surface modifying additives are used
Surface modifying additives can be used in a wide variety of coatings and inks. The main applications where they act as problem solvers are the following:
Applications | Silica | Wax | Silicone | Surfactant |
| Furniture coatings | Matting | Matting, slip, scratch, blocking, anti-Settling & sanding | Sometimes slip & mar | Wetting & leveling |
| UV-based parquet systems | Restricted | Matting & mar Resistance | Leveling | |
| Powder coatings | Matting, mar, & texture (with selected waxes) | New powder form surfactants for wetting | ||
| Plastic coatings | Matting | Matting & scratch | Scratch | Dispersion |
| Soft-feel coatings | Feel and scratch | Texture and feel with selected silicones | Dispersion | |
| Can coatings | If matting is required | Slip, scratch, meat release | Wetting | |
| Coil coatings | If matting is required | Slip & blocking | Wetting & leveling | |
| Architectural paints | If matting is required | Scratch, water repellency (not high gloss) | Scratch & water repellency (high gloss) | Wetting, leveling, dispersion |
| Wood stains | Matting | Anti Settling, water Repellency | Water repellency | Dispersion |
| Printing inks | If matting required | Rub resistance, mar, matting | Wetting |
Conclusion
Waxes, silicones, silicas, and surfactants can be used to improve surface properties like water repellency, scratch- , mar- and blocking resistance as well as leveling and wetting of the surface depending on the additive selected. Moreover, some may serve as an additive to give special texture to a coating's surface.
In conclusion, practice has shown that combination of various additive chemistries gives better results than using one chemistry alone. Just to mention a few:
- Silica + Wax = Best compromise for matting, anti-settling, mar resistance & feel in furniture lacquers
- Wax + Silicone = Ultimate scratch- and mar resistance in plastic coatings
- Surfactant + Wax = Enhanced anti-blocking, scratch resistance, leveling and surface wetting in water-borne systems
Though it will double or triple, the amount of evaluations to be done, it might be well worth the extra work.
- Clariant: Should I try a Leveling & Wetting Agent in My Coatings Formulation? By: Leo Gehlhof
- Lubrizol Coating Additives: Use of some of their data and graphics about waxes.