How Do You Select The Right TPE For An Application?
Last update on Oct 30, 2008| Kenneth Kear |
Introduction
Selecting the right material for an application is key to the successful commercialization of a product. Elastomeric components are now widely produced from thermoplastic elastomers, TPEs. Selecting the better candidates and grades to work on for optimizing a part application is complicated by the wide range of TPEs now commercially available. New TPE grades are being introduced on a regular basis and understanding the primary issues that drive the material selection process for TPEs will facilitate the process of material selection. There are three basic classes of TPEs available with varying chemistry within the classes. The environmental and mechanical requirements will drive the process to select the right TPE and there will likely be candidates to consider from each of the classes. TPEs can be categorized by the basic polymer structure for them and these are
Figure 1: EPDM/PP-TPV Automotive Suspension Bellows |

- Block copolymers
- Blends
- Reactive alloys
These TPE classes include various chemical structure types. The more common TPE types include:
- SBC styrenic TPEs (styrene-butadiene-stryrene block copolymer, SBS, styrene-ethylene-butylene-stryene block copolymer, SEBS),
- Olefinic TPEs (TPOs including EPDM rubber polypropylene blends, TPO, reactor ethylene-propylene rubber and polypropylene, rTPO, polyolefin elastomers, POE, polyolefin plastomers, POP, and EPDM-polypropylene thermoplastic vulcanizates, EPDM/PP TPVs, butyl rubber polypropylene thermoplastic vulcanizate, IIR/PP TPVs),
- High performance block copolymer TPEs (thermoplastic urethane block copolymers,TPU, copolyester block copolymers, COPE, copolyamide block copolymers, COPA) and
- Specialized TPEs (PVC nitrile rubber blends, PVC/NBR TPE, clorinated elastomeric alloy, MPR, nitrile rubber polypropylene thermoplastic vulcanizates, NBR/PP TPVs, silicone rubber thermoplastic vulcanizates, TPSiV, ethylene acrylate rubber thermoplastic vulcanizates, AEM TPVs).
Here a framework for characterizing the TPEs with regard to the environmental and mechanical requirement will be provided with a basic sense of the economic issues that will yield the ultimate TPE candidates. A TPE is a potential material for consideration where an elastomeric or flexible material is needed for the application. The TPEs have advantages over conventional thermoset rubbers and also plasticized thermoplastics, which include reduced costs, more consistent / higher quality products, improved toxicity and safety while still giving performance that matches the application requirements.
Thermoplastic Elastomer Factors
Elastomeric materials, including TPEs and conventional thermoset rubbers are categorized by several key factors that will guide the material selection decision. Then ultimately, the economics of the final part or assembly is the final deciding factor. With >TPE materials, the cost of the final part or assembly compares differently from the cost to the TPE material itself. Therefore, it other part application development factors will also heavily influence the key deciding factor. Other important issues that must be considered beyond the TPE selections includes the part / assembly designs and the processes used to fabricate the parts. Here the focus in on the TPE material, but the other issues must also be addressed to complete the performance and economics picture.
First, the TPEs will be compared to the application requirements for mechanical and environmental / chemical performance. TPEs can be basically differentiated in like thermoset rubbers based on the chemical performance when heat aged in air at various temperatures and by the resistance to hydrocarbon oil resistance. Mechanical properties of elastomers deteriorate when heat aged in air as the temperature increases. When exposed to hydrocarbon oil many elastomeric materials will absorb oil and swell, which deteriorates the mechanical properties. A comparison of the various TPEs is shown in the following Figure 1. Here high performance on the upper y-axis is improved heat aging resistance. And high fluid resistance on the right end of the x-axis is when the elastomer exhibits lower swell in hydrocarbon oils. Heat aging resistance and fluid resistance performance correlates with the demands for many applications in the industrial and transportation industries.
Figure 1: Maximum Heat Age Temperature vs. Hydrocarbon Oil Resistance |

The heat aging resistance vs. oil resistance figure will give some guidance for TPE materials to consider in an application. Specific temperature range performance requirements and lifetime expectations for a part can be compared to the TPE using data available from suppliers and databases.
In many cases, a part has historically been produced using a thermoset rubber. A comparison of the thermoset rubber performance to the TPE figure above will give guidance on the particular TPEs to consider as potential candidates. The follow figure 2 shows the same heat aging resistance vs. oil resistance chart for the thermoset rubbers.
Figure 2 : Heat Aging Resistance vs. Hydrocarbon Oil Resistance of Thermoset Rubbers |

Identifying a TPE candidate for an application can be aided by comparing them to the performance seen for the a thermoset rubber that might have been used in the application. Thermoset rubber performance covers a very wide range. These rubbers include natural rubber, NR, styrene butadiene rubber, SBR, butyl rubber, IIR, ethylene propylene diene rubber, EPDM, neoprene, CR, chlorosulfonated polyethylene rubber, CSM, silicone rubber, VMQ, sulfide rubber, T, nitrile rubber , NBR, epichlorohydrin, ECO, hydrogenated nitrile rubber, HNBR, acrylate rubber, ACM, ethylene acrylate rubber, AEM, fluorosilicone rubber, FVMQ and fluorinate elastomer, FKM. Comparing Figure 1 and Figure 2 will show the TPEs with a similar heat aging vs. oil resistance to the thermoset rubber that might have been historically used. These TPEs will be potential candidate materials to consider for the application.
There are other elastomer performance properties that are often important to consider for an application. Some of these properties include:
- Polar fluid resistance
- Mechanical stiffness / hardness
- Stress relaxation under deformation or creep if a fixed mechanical load
- Flex life / flex fatigue resistance
- Friction coefficient
- UV resistance
- Low temperature embrittlement point
- Abrasion resistance
- Hydrolytic stability
- Ozone resistance
- Flame resistance
Consult the TPE property specifications to identify the better grades that will meet these additional characteristics for the application. Some TPEs will have generally higher performance in these areas, but a comprehensive discussion of these is precluded by the limited space to discuss them here. TPE suppliers specifications for the grades available should be consulted to identify the better candidate materials they offer for higher performance in each of these areas.
Prior to addressing the application part and assembly design the mechanical properties of the TPE candidate needs to be addressed to identify the better TPE grades for the application. The part rigidity required and TPE grade hardness will directly correlate with each other for the better candidates. The TPE property to assess this is the hardness measured by the Shore A durometer or ISO hardness. The commercial TPEs are available in a number of grades that vary across a wide range of hardness. The chemical and mechanical properties vary somewhat with the hardness, but the general chemical character of a TPE type does not change dramatically with hardness. Figure 3 shows the hardness range available for grades of a number of TPEs.
Figure 3 : Hardness Range for Grades of TPEs |
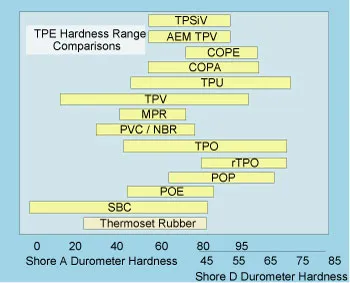
The hardness range chart demonstrates the wide range of options available when attempting to identify the better TPEs for an application. Note that the TPEs cover a range that is considerably lower and higher than for a conventional thermoset rubber. The softer end of the TPE range yields very pliable parts that deflect easily under very modest loads. Typically, they will have a higher coefficient of friction and lower tear and abrasion resistance. They are good for very soft grips, toys and medical applications. The harder end of the TPE range reaches into the low end of the rigid thermoplastic materials. These semi-rigid materials are still amazingly elastomeric. They have high elongations and recover significantly after the load is removed. Mechanically they generally have high abrasion resistance, excellent toughness and often a little lower friction coefficient. They are useful in protective boots, flexible ducting, cable coverings and similar applications.
The final decision also includes accounting for the finished part system costs. These costs may not correlate very directly with the comparative costs of the TPEs since the final design and assembly configuration may be different for each TPE. However, it is a good to have a basic sense of the comparative costs of the different TPEs. The simplest guide is that the costs increase with the increasing performance capabilities of the TPE. Specific TPE suppliers will need to be consulted to determine the specific values for making comparisons. However, the ultimate application part or assembly costs will also be highly leveraged by the design, part consolidation features incorporated into simplified assemblies and the part fabrication process chosen.
The TPE decision is finalized only after the commercial performance capability is tested and proven in suitable testing. The process is accelerated by selecting the better TPE candidates initial by using comparative guides such as the above charts, and TPE supplier engineering data. Application performance testing needs to cover actual part assembly testing for every area / condition where performance is required in commercial use, since basic material tests alone cannot give an adequate assessment of the suitability.
Conclusion
Figure 4 : EPDM/PP-TPV Paint Brush Grip |

When selecting a TPE for an application the basic screen starts with the high temperature heat and the fluid resistance requirements. Other special performance demands are evaluated against the TPE with properties that will assess the performance area. The better candidate materials can come from the various classes of TPEs available, which have a variety of morphologies and chemical structure. After identifying the TPE candidates for consideration it will be necessary to develop the part design and assembly design to meet the application function at a minimized cost. The processing method for fabricating the part along with the part / assembly design will have a significant influence on the cost structure and part design limits possible. Finally, parts must be tested using appropriate performance tests to verify the suitability for the application commercially. Finalize the decision on the TPE candidates that meet the performance requirements and provide better application system economics and quality.