Polyurethanes: How to Select the Right Grade for Adhesives & Sealants?
Last update on Jun 30, 2025
Polyurethane abbreviated as PU is extensively used in formulating adhesives and sealants. Adhesives based on PU resins show durability, tough bonds, and high peel strength. They also have good strength at low and high temperatures and are resistant to chemicals, water, and humidity.
You should consider the following factors while selecting the right polyurethane resin:
- Choice of raw materials (e.g., polyols, isocyanates, prepolymers...)
- Application requirements (e.g., adhesion, viscosity, durability...)
- Substrate compatibility (e.g., wood, metal, plastics...)
- Curing conditions (e.g., 1 component, 2 component)
- Environmental considerations (e.g., solvent-based vs. water-based)
In this guide, explore the functionalities offered by various polyurethane systems. Also, ease your PU selection process to achieve your desired adhesive performance across industries.
What are polyurethanes?
Polyurethane is a versatile polymeric material chosen for adhesives and sealants due to its durability, tough bonds, and high peel strength. PU resins give you the freedom to modify the modulus and elongation required to meet specific applications.
Polyurethane adhesives have grabbed a good market share in footwear, construction, and general manufacturing industries. One of the largest applications of PU adhesives is in footwear where high bond strengths to PVC compositions are needed.
Polyurethanes: Why should you prefer them?
Here are some key reasons why polyurethanes are preferred for these applications:
- Excellent adhesion: Exhibit outstanding adhesion to a wide range of substrates. These include metals, plastics, wood, concrete, and various other materials. This versatility makes them suitable for diverse applications.
- Flexibility and elasticity: Many polyurethane formulations offer excellent flexibility and elasticity. This allows them to accommodate movement and vibration without cracking or losing adhesion. This is particularly important in construction and automotive applications.
- Toughness and abrasion resistance: PUs are known for their toughness and resistance to abrasion, impact, and wear. Suitable for demanding applications in transportation, machinery, and outdoor environments.
- Chemical resistance: Provide resistance against various chemicals, solvents, oils, and other harsh environments. This makes them suitable for industrial and chemical processing applications.
- Temperature resistance: The properties and performance of PU can be maintained over a wide range of temperatures. This can range from low temperatures to high-heat environments.
- UV and weathering resistance: Many PU systems ensure long-lasting performance in outdoor applications.
- Versatile curing options: PUs can be formulated as 1K (moisture-curing) or 2K (reactive) systems. This allows for different curing mechanisms and application methods to suit various requirements.
- Tailorable properties: Adjusting the raw materials can help you customize your final product. The type of base formulation may include isocyanates, polyols, and other additives.
- Environmentally friendly options: Some polyurethane systems provide lower environmental impact. They can also show compliance with stricter regulations.
- Cost-effectiveness: PU adhesives and sealants often provide a good balance of performance and cost. This makes them economically viable for various applications compared to other technologies.
Strengths and limitations of PUs
Knowing the strengths and weaknesses of PU resins is crucial for proper material selection. Choosing the right PU raw material can optimize the formulation to enhance the desired properties for any weakness.
Here are some pros and cons of PU resins you ought to know:
| Benefits | Limitations |
|
|
Understanding the above features ensures that product quality and performance are maintained. It also meets regulatory requirements while maintaining cost-effectiveness.
Fundamental Building Blocks of Polyurethanes
Polyurethane resins are formed by the reaction between isocyanates and polyols forming a urethane linkage.
- Isocyanates are compounds containing the -NCO group. They can be either aliphatic or aromatic.
- Polyols are compounds containing multiple -OH groups. They can be polyether-based or polyester-based.
The choice of isocyanate and polyol compounds determines the final properties of the polyurethane resin. Hence obtaining an in-depth knowledge of their chemistry is the key. Let’s begin with aliphatic structures.
Aliphatic vs aromatic isocyanates - What's the difference?
Aliphatic isocyanates are compounds that have straight-chain or cycloaliphatic structures. Used as building blocks or crosslinkers. Aliphatic isocyanates are either used as building blocks or as crosslinkers to impact the final performances of PU adhesives.
Aromatic isocyanates contain one or more benzene rings in their molecular structure. Traditional PU adhesives based on aromatic isocyanates are not able to satisfy extended durability or color stability in tough environments.
Some properties that make aliphatic superior to aromatic isocyanates include:
Durability and color stability
Polyurethane adhesives based on aliphatic isocyanates show exceptional durability and color stability thanks to:
- The lack of phenyl group in the aliphatic isocyanates backbone. It makes polyurethane adhesives prepared from aliphatic isocyanates far less prone to oxidation than those based on aromatic isocyanates.
- The superior resistance of the urethane bond when exposed to UV light.
The use of aliphatic isocyanates is particularly suitable when adhesives are visible from end-users. In outdoor applications, the material needs to keep the original color as long as possible in order to maintain aesthetics at its best level. In these typical applications, polyurethane adhesives made from aliphatic isocyanates are recommended for their non-yellowing property as for their exceptional physical resistance.
Aliphatic-based polyurethane adhesives will, as a result, keep their excellent mechanical properties and unchanged color and transparency during a longer time than when using aromatic isocyanates.
The following graph compares the color stability of PU adhesives based on aliphatic and aromatic isocyanates:

Impact of the Type of Isocyanates on Color Retention
Adhesion on a wide variety of substrates
The challenge for adhesives is not only to adhere and show a good cohesion property, but to ensure a durable adhesion in severe conditions, such as humidity or heat. The urethane bond provides superior adhesion to a wide variety of substrates thanks to the following phenomena:
- Hydrogen bonding with water and hydroxyl groups on the substrate surface
- Physical interaction through van der Waals forces
- Effective wetting of most substrates thanks to low surface energy
Polyurethane adhesives based on aliphatic isocyanates last over time even under harsh conditions thanks to the weathering resistance of urethane bonds. Some applications where aliphatic isocyanates-based PU adhesives are widely used include wood and furniture, automotive/transportation, packaging, sealants, and others.
Heat & humidity resistance
In some applications such as kitchen furniture and sports shoes, adhesives must stick firmly, even in very hot and humid conditions.
Polyurethanes adhesives are the material of choice for such applications thanks to the heat and humidity resistance of the urethane bonding.
For example, when submitted to a EN 204 standard test, used to classify non-structural wood adhesives, many of the aliphatic isocyanates can lead to a D4 classification, which corresponds to adhesives submitted to extreme conditions.
| D1 | Adhesives have to withstand a dry resistance of 10 MPa minimum. This corresponds to dry conditions such as interior furniture or decoration. |
| D2 | Adhesives should withstand a 3 hours immersion in water at 20°C, followed by drying and the test requires a minimum resistance of 8 MPa after drying. |
| D3 | Adhesives must withstand several cycles including several 4-day immersion in water at 20°C and then drying, and the requirements are: initial resistance 10 MPa, wet resistance 2 MPa, and after drying 8 MPa. These requirements correspond to outside windows and doors. |
| D4 | Adhesives should withstand several cycles including several 6-hour immersion in boiling water, and then drying. The minimum requirements are: initial resistance 10 MPa, wet 4 MPa and after drying 8 MPa. This is a very severe test which corresponds to extreme heat & humidity conditions: outside building parts, ship decks, kitchen and bathrooms furniture. |
Transparency
Transparency is often required for adhesives used in applications, such as:
- Hot melt
- Transportation, and
- Flexible packaging
Among the various adhesive solutions available on the market, aliphatic isocyanates provide high bonding performances combined with durable transparency.
Aliphatic isocyanates allow for the formulation of transparent adhesives and sealants. Thanks to exceptional durability and color stability, aliphatic-based polyurethane adhesives will stay transparent upon aging.
User-friendly
Today's trend in the adhesive and sealant industry, as in many other industries, is to formulate user-friendly products. In that extend, the use of aliphatic isocyanates will help formulators to meet these requirements by avoiding the release of hazardous amines but also by enabling easier formulation of waterborne adhesives.
- No residual amine – Formulating polyurethane adhesives with aliphatic isocyanates will not release carcinogenic amines, such as MDA (methylene bisphenyl amine) or TDA (toluene diamine) as it happens with aromatic isocyanates.
- Formulation of waterborne adhesives – Thanks to a unique and innovative technology, easy-to-use solutions are now available to switch to waterborne polyurethane systems. Exposure to aggressive solvents that enter in solvent-based polyurethane adhesive formulations can, as a result, be avoided. With the new generation of aliphatic isocyanate products, no more high-speed mixing equipment is required as these products are self-emulsifiable. And therefore, they are very easy to incorporate into waterborne coating formulations.
Reactivity control
The use of aliphatic isocyanates allows a better reactivity control in comparison to the reactivity obtained with aromatic isocyanates. Further adjustments of the reactivity can be achieved with a proper selection of the aliphatic polyisocyanate functionality. A wide range of functionality is available in the market.
The reactivity control obtained when switching to an aliphatic polyisocyanate system will provide a longer open-time and bring more flexibility for applicators.
Overall, two options are available to formulate polyurethane adhesives based on aliphatic isocyanates, regarding the specificity of the application:
- Monomers can be develop to build customized prepolymers
- Aliphatic isocyanates can be used as ready-to-use adhesives
Get access to the complete range of isocyanates (aromatic or aliphatic) available in our database.
 |  |
Polyols
Polyurethane polyols are further classified as polyethers, polyesters, caprolactones, polybutadienes, and polyacrylates. They can be further selected based on their intended end-use application.
Polyether polyols: Production and properties
Polyether polyols are made by the reaction of epoxides with compounds having active hydrogen atom. Epoxides like ethylene oxide or propylene oxide react with the multifunctional initiator in the presence of a catalyst, which is either a strong base, such as potassium hydroxide or a double metal cyanide catalyst, such as zinc hexacyanocobaltate-t-butanol complex and yield polyether polyols.
Key features of polyether polyols include:
- Good low-temperature flexibility
- Low viscosity
- Extend open time
- Improved hydrolytic stability
- Outstanding resistance to weak acids and bases
- Weak resistance to UV radiation, oil and fuels
Polyester polyols: Production and properties
Polyester polyols are obtained by the condensation or step-growth polymerization of diols like diethylene glycol and dicarboxylic acids (or their derivatives) e.g. phthalic acid. The diols or triols, are first heated upto 60-90°C and then dicarboxylic acid is added and removal of the reaction water can be observed.
Key features of polyester polyols largely depend on the overall molecular weight of the polyester.
- Good abrasion resistance
- Good adhesion promotion
- Excellent resistance to oil, solvents, grease and oxidation
- Good tear strength and dimensional stability
- More expensive
- Highly viscous
- Difficult to handle
Crystalline polyester polyols impart quick-forming green-strength and rapid setting to the final adhesive while amorphous polyesters can increase open time.
Caprolactone polyurethanes
Caprolactone polyurethanes incorporate polycaprolactone (PCL) as a key component in their structure. Polycaprolactone is a biodegradable and biocompatible polyester. PCL is known for its excellent flexibility, low melting point, and good thermal stability.
They are synthesized from the ring-opening polymerization of ε-caprolactone, a cyclic ester monomer. In the synthesis of caprolactone polyurethanes:
- Polycaprolactone polyols are used as the soft segment component,
- Isocyanates (such as MDI or TDI) are used as the hard segment component.
Together these components result in unique properties derived from the polycaprolactone segment.
Polybutadiene polyurethanes
Polybutadiene polyurethanes contain polybutadiene as one of the main components during synthesis. Polybutadiene is a synthetic rubber polymer produced by polymerizing 1,3-butadiene monomers.
In the production of polybutadiene polyurethanes, polybutadiene-based polyols are used as the soft segment component. These polyols are combined with isocyanates (such as MDI or TDI) as the hard segment component.
Key characteristics and advantages of polybutadiene polyurethanes include:
- Toughness and impact resistance
- Abrasion resistance
- Fuel and solvent resistance
- Low-temperature performance
- Vibration damping
Polybutadiene PUs may have limitations in certain applications. This is due to poor hydrolytic stability and limited compatibility with certain additives or fillers. Hence, compatibility testing is necessary when incorporating these PUs into specific applications.
Get access to the complete range of polyols available in our database.
 |  |  |
PU prepolymers
Polyurethane prepolymers are formed by reacting the diisocyanate and polyol components which are common to all polyurethane adhesives. A pictorial representation is shown below.
- The isocyanate used is most commonly either diphenylmethane diisocyanate (MDI) or toluene diisocyanate (TDI).
- The polyol can be as simple as a glycol.
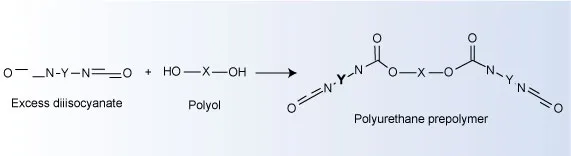
Production of Polyurethane Prepolymers
The composition of the reaction mixture is set such that an excess of isocyanate functionality will remain in the matrix that forms after all polyol alcohol groups have reacted. Often the excess of isocyanate to polyol is more than five-fold, with the isocyanate serving partly as a solvent to keep the polyol from gelling. Some consider that a prepolymer is only formed when the excess is less than two-fold, and when the excess is greater, they would call the resulting matrix a semi or quasi-prepolymer.
Once the prepolymer matrix has been fully formed non-reacted diisocyanate can be removed by vacuum distillation to eliminate any toxicity issues. As well as toxicity this impacts the prepolymers' viscosity, which depends on the chemical nature as well the amount of free isocyanate.
To ensure stability of the isocyanate and prevent further polymerization of the prepolymer, the reagents are added without heating under an inert atmosphere. The reaction mixture must be kept completely water-free at temperatures below 100°C to avoid urea formation and allophanate crosslinking.
To prevent this crosslinking when the prepolymer is being stored prior to use, stabilizers are added such as:
- Benzoyl chloride
- Acetyl chloride, or
- p-toluene sulfonic acid
Properties of polyurethane prepolymers
Reactivity of the prepolymer depends almost exclusively on the nature of the isocyanate and those less sterically hindered, like MDI, are most reactive. TDI and isophorone diisocyanate are asymmetric molecules and the most reactive isocyanate group is used to form the prepolymer, giving the final matrix lower overall reactivity.
- This minimizes the prepolymer reactivity with unreacted polyol and slows the initiation rate of further polymerization, leading to higher molecular weight macromolecules.
- This also results in narrow molecular weight distribution and lower viscosity.
Viscosity is increased in polyurethane prepolymers generally by allophanate cross-linking, that can begin to occur at temperatures above 60°C.
Alkaline residues, which are sometimes present in polyether polyols for example, can catalyze this reaction and allow it to occur at these relatively low temperatures. The viscosities of tetramethylxylidene diisocyanate prepolymers are also very low due to steric hindrance at the isocyanate group's tertiary carbon that slows reaction initiation and hinders allophanate formation, even when processed at 125°C.
By preparing customized prepolymers, the adhesive stiffness, elasticity and crosslinking properties can be tailored to suit specific needs. Among properties that can be adjusted, viscosity is a key parameter to consider. Both solvent-based and waterborne ready-to-use type of products offer a wide range of viscosity to meet your application needs.
These prepolymers will be used as ready-to-use component to form the polyurethane chain with the whole range of properties needed in adhesive applications.
Check out all the raw materials available in our database used to produce PU-prepolymers.
 |  |  |
Polyurethanes Based on Curing Mechanism
When selecting polyurethane resins based on the curing mechanism, two main categories can be distinguished – two-component (or 2K) and heat-activated, one-component (or 1K).
One-component polyurethanes
1K Polyurethane Adhesives are similar aliphatic isocyanates, except that a blocked isocyanate is used to provide a storage stable one-pack formulations containing the polyol. After application of the adhesive on the substrate and during stoving at elevated temperature, the isocyanate is de-blocked and then it reacts with the polyol to form the PU network.
Used for the construction of sandwich elements of porous materials (wood, polystyrene foam, polyurethane foam and others) and laminated boards (plastics) or metals (aluminum) that are then used in partitioning walls and doors or side walls of caravans and trailers.
Two-component polyurethanes
2K Polyurethane Adhesives consist of a polyisocyanate and a polyol that are mixed just prior to application and cure at room temperature. Therefore, 2K polyurethane adhesives are used on:
- Substrates sensitive to heat (plastics, wood, cars....)
- Objects too big to be stoved (trains, airplanes, bridges...)
Used for large-surface adhesive bonds in vehicle superstructures (sandwich construction), facade elements, and ship building and container construction.
1K vs. 2K polyurethanes: Key differences you should know
| 1K Systems | 2K Systems |
| 1k systems consist of isocyanate-containing prepolymers dissolved in a solvent carrier, and reaction with moisture occurs as the solvent evaporates. | 2k systems consist of a polyol component (resin) and an isocyanate component (hardener) that must be mixed in a defined ratio prior to application. |
| Get easily cured by ambient moisture. Humidity conditions play a major role in the application of one component PU adhesives. | Cure faster and do not necessarily need moisture for curing. |
| Can be applied easily and require no mixing. | Do not cure completely if not mixed properly before application. |
| 1K systems are comparatively expensive. | 2K systems are economical. |
| Select 10+ 1K PU Systems | Select 25+ 2K PU Systems |
Finding Your Way with Polyurethane Dispersions
Chemically, Polyurethane Dispersions (PUD) are aqueous, anionic dispersions of high molecular weight aliphatic polyester polyurethanes, which are especially used to manufacture heat-activated adhesives. They are high performance adhesive raw materials comparable to polyurethane resins used in solvent-based adhesives.
The use of waterborne polyurethane dispersions has grown in recent years as they have replaced solvent borne polyurethanes in a number of application areas due to following benefits.
- Fully reacted, linear polymers that are emulsified and dispersed in water
- Have very low or no VOC (volatile organic content) emissions
- Do not contain residual isocyanate
- Non-flammable
Table below compares the properties of solvent based and waterborne polyurethane adhesives. One of the most important differences is the combination of high solids content and low viscosity in the aqueous dispersion.
Property | Solvent Based Polyurethane | Aqueous Polyurethane |
Physical state | Solution | Particles dispersed in water |
% Solids | 15-18% | 30-65% |
Viscosity | 50-1000 | 1000-5000 |
Polar monomeric groups | No | Yes |
Toxicity, flammability, and explosion hazard | Yes | No |
Coalescing solvent (cosolvent) | Unnecessary | Often necessary |
Presence of foam | Sometimes | Yes; use of defoaming agents is usually necessary |
Drying mechanism | Simple evaporation of solvent | Evaporation of water followed by interdiffusion of polymer particles |
Drying time | Short (little energy required) | Long (more energy required) |
Stability at low temperatures | Yes (freezing can be reversed) | No (Irreversible freezing) |
Stability of the adhesive once applied (e.g., moisture and heat resistance) | High | Medium (unless crosslinked) |
Adhesive properties | Excellent | Excellent |
Property Comparison of Solvent-Based and Aqueous Polyurethane Adhesives
Raw materials used in manufacturing PUDs
Raw materials for polyurethane dispersions are characteristic of polyurethane chemistry as shown in the figure below. Typically, polyester or polyether polyols are reacted with aliphatic or aromatic isocyanates. Acid or hydroxy functional reactive groups can be incorporated into the polymer backbone during the polymerization stage to provide enhanced performance. These reactive groups can also be crosslinked with dispersible isocyanates for use in two component adhesive systems.

Emulsification and dispersion is accomplished by building hydrophilicity into the polymer backbone with either cationic or anionic groups or long hydrophilic polyol segments or, less frequently, through the use of external emulsifiers. There are several approaches to manufacturing polyurethane dispersions1,2.
Polyether polyols in PUDs
The polyether polyols are used in polyurethane adhesives because of performance and economics. Their Tg is about -60°C. The resulting adhesives have very good properties like:
- Low temperature performance
- Elongation
- Impact properties
Polyether polyols are also more resistant to hydrolysis than the polyester-based types.
Polyester polyols in PUDs
Polyester polyols are often used in formulating polyurethane dispersions and hot melt polyurethane adhesives for the shoe industry because of their high crystallinity resulting in high green (immediate) strength.
Polyester based polyols are available in many molecular structures ranging from linear to highly branched. With more branching, more hydroxyl functionality is available for crosslinking. Polyester polyols have higher tensile strength and greater heat resistance than polyether polyols, but they have poorer hydrolytic resistance, low temperature properties, and chemical resistance.
The primary selection choice of polyurethane dispersion will be based on the type of polyol and this is usually specified in the supplier's PDS. Other properties of the dispersion are often not provided in the PDS.
Polyols are simply materials that contain two or more hydroxyl groups. Typically, low molecular weight polyols (mw <2000) provide the best adhesive properties. The most common polyols are polyether or polyester based polyols. The major differences between polyether and polyester based polyols are shown in Table below:
Property | Polyester | Polyether |
Wear resistance | + | - |
Load bearing, compression set, etc. | + | - |
Low temperature flexibility | - | + |
Hydrolytic stability | - | + |
Heat aging | + | - |
Swelling in oil, grease, solvents | + | - |
O2, O3, and UV stability | + | - |
Stability to radiation | + | - |
Microbe and fungus resistance | - | + |
Reactivity | + | - |
Processing (low viscosity) | - | + |
Low cost | - | + |
| Commercial grades | Select 65+ Polyester PUDs | Select 15+ Polyether PUDs |
Isocyanates
The number of available isocyanates and their derivatives is very large, but are generally classified as either aliphatic or aromatic. Aliphatic isocyanates are preferred for polyurethane dispersions because of the lower reactivity of their isocyanate group with water. The most commonly used are 4,4'-Dicyclohexylmethane diisocyanate (H12MDI) because of finer dispersion and better mechanical properties of the final product.
Aromatic isocyanates can also be used if a suitable preparation process is followed. These are sometimes used because of their reactivity and lower cost. However, the aromatic isocyanates are not as light stable as the aliphatics nor are they as resistant to oxidation.
Considerations for selecting the right PUD
The properties of a polyurethane dispersion are determined mainly by:
Crystallinity
Polyurethane dispersions can be manufactured with crystalline as well as amorphous molecular backbones.
- A crystalline (polyester) polyol is used and provides very open time when heat activated.
- Amorphous and blends of crystalline and amorphous polyols are used to adjust performance properties.
Products also differ in heat resistance. The effects of amorphous versus crystalline content on heat activation temperatures, heat resistance, and other properties are shown in table below. It also indicates the suitability of each product for specific industry applications.
| Property | Polyurethane Dispersion Product | |||||
| A | B | C | D | E | F | |
| Heat activation | - | - | - | + | + | ++ |
| Crystallization | - | - | - | 0 | + | ++ |
| Initial peel strength | - | + | + | ++ | ++ | - |
| Tack at room temperature | + | + | - | - | - | - |
| Tack at 50°C | + | + | + | ++ | ++ | + |
| Hot tack life | + | 0 | ++ | + | - | |
| Heat resistance (1K system) | ++ | + | ++ | - | - | - |
| Applications | ||||||
| Furniture | + | ++ | ++ | ++ | + | |
| Automobile | ++ | ++ | ++ | |||
| Shoe | ++ | ++ | ++ | |||
| Textile | ++ | ++ | + | + | + | |
| Packaging | + | ++ | ||||
| A: Clear, soft, amorphous polymer for wet bonding applications (e.g. textile) using at least one porous substrate B: Amorphous polymer for flexible bonding applications C: Fast crystallizing polymer optimized for higher application temperatures D: Higher solids level (50%) dispersion with a fast crystallization rate and a longer open time after heat activation than Product E E: Standard product with 40 % solids content with a fast crystallization rate used for a wide range of applications (furniture, automotive) F: Fast crystallizing product optimized for bonding operations with a low temperature requirement; crosslinker needed for heat resistance ++: Very high +: High 0: Medium -: Low --: Very low | ||||||
Properties and Applications of Selected Polyurethane Dispersion with Properties Noted3
Ionic content
Incorporating ionic groups into the polyurethane structure help in hydrophilic modification for dispersion in aqueous media. Therefore, polyurethane dispersions can also be classified by their ionic charge.
| Ionic Charge | Stable pH Range | Characteristics |
| Anionic | > 7 | Most common form of stabilization for commercial products. Dispersing agent is normally a bishydroxy carboxylic acid |
| Cationic | < 7 | Normally based on alkylated or protonated tertiary amines |
| Non-ionic | Wide pH range | Have no polarity and are stable over a very wide pH range |
Particle size
The particle size of polyurethane dispersion can be varied from about 0.01 to 5 µm. Particle size also affects the appearance of the final film, from opaque (smaller particles) to milky white (larger particles). Also, unlike solvent based systems, the viscosity of polyurethane dispersions is independent on molecular weight.
Dispersion properties
The particle size of polyurethane dispersion can be varied from about 0.01 to 5 µm. It affects the properties of dispersions as:
- Dispersions with relatively large particle size (>1 µm) are generally unstable with respect to sedimentation.
- Dispersions with smaller average particle size are more useful as they are more storage stable and have a high surface energy.
- Dispersions with smaller particle size have a stronger driving force for film formation.
Viscosity
Unlike solvent based systems, the viscosity of polyurethane dispersions is independent on molecular weight. Aqueous polyurethane dispersions have relatively low viscosity at room temperature (50-1000 cps) with a typical solid content of 30-50%.
The low viscosity and high solids content provides adhesive systems that can be easily sprayed or rolled onto a substrate and give formulators a high level of freedom in designing their formulation. The adhesive dispersion viscosity must:
- Ensure good wetting
- Should penetrate into the substrate, but not dive too deeply
Attention must also be paid to the relationship between viscosity and shear rate. For the formulator to adjust viscosity, thickeners are employed. Their effectiveness differs according to the type of thickener and the amount added.
Blending with other polymers
Polyurethane dispersions are generally more expensive than other waterborne systems. Therefore, the addition of less expensive resins will optimize the price/performance ratio of the final adhesive formulation. In some circumstances, blending with other resins will also improve certain properties of the formulation for particular applications.
- Acrylic latex resins are most commonly used to upgrade performance with respect to toughness, flexibility, abrasion resistance and film forming properties.
- Water dispersed rosin esters and modified terpene phenolics have also been used to improve creep resistance and tack. These tackifiers are especially useful in formulating polyurethane dispersion contact adhesives.
One-component PUD systems
One-component systems are generally derived from fully reacted polyurethane pre-polymer dispersions or similar dispersions with blocked isocyanate end groups. A blocked isocyanate is an isocyanate which has been reacted with a material which will prevent its reaction at room temperature will permit that reaction to occur at higher temperatures. The one-component system is a polyurethane dispersion already containing a deactivated latent-reactive isocyanate.
The chemical blocking mechanism provides the isocyanate with protection from the water carriers and results in excellent shelf life. This type of adhesive is generally used for bonding non-porous substrates such as unlike metals and composites.
Two-component PUD systems
Two-component systems also utilize fully reacted polyurethane pre-polymers along with a water emulsifiable polyisocyanate as a second component in the formulation. The isocyanate is added by the end-user and additional crosslinking is achieved after application, two component polyurethane dispersions are claimed to provide properties similar to solvent borne polyurethane adhesives.
Both systems will provide the same level of heat resistance, good initial and final bond strength as well as long-term durability. The choice between these two systems will be primarily determined by the manufacturing process parameters used to assemble the parts to be bonded as shown in table below:
2K PUD with Emulsifiable Polyisocyanate | 1K PUD with Deactivated Isocyanate |
|
|
Starting point formulation for waterborne PUD
Table below shows a starting formulation for a waterborne polyurethane that is used as a heat-sealing adhesive. It can be formulated as a thermoplastic or thermosetting system with the addition of isocyanate.
Component | Ingredients | Parts by Weight |
| Polyol | Sulfonated polyester polyol, 0.65 hydroxyl equivalents (Rucoflex XS-5570-55, Ruco Polymer Corp.) | 667.8 |
Isocyanate
| Hexamethyl diisocyanate (0.8 isocyanate equivalents) | 54.9 |
| Isophorone diisocyanate (0.327 isocyanate equivalents) | 36.3 |
Waterborne Polyurethane Heat Sealable Coating4
The polyol and isocyanate mixture were heated to 80°C for 2.5 hrs. When the isocyanate content reached approximately 2.6%, the NCO-terminated sulfonated polyurethane pre-polymers were dispersed in 1138gm of deionized water. The water temperature before dispersing was 40°C. The resulting dispersion had a pH of 6.5.
| Properties | Value | ||
| Dispersion | No VOCs, free of solvent, catalyst, and other additives | ||
Peel strength (g/cm) | After aging | PET / PP | PET / Foil |
| 24 hrs | 236 | 200 | |
| 192 hrs | 293 | Substrate failure | |
Peel strength (g/cm) after addition of 2% crosslinker* | After aging | PET / PP | PET / Foil |
| 24 hrs | Substrate failure | Substrate failure | |
| 192 hrs | 260 | Substrate failure | |
| *WD-6314 from H.B. Fuller Co. | |||
Table below shows polyurethane dispersion adhesive requirements for common substrates and applications. The application will decide the following characteristics of the adhesives film.
| Substrate | Application Area | Product |
| Wood |
|
|
| Plastics |
|
|
| Textiles |
|
|
| Masonry |
|
|
| Graphic arts |
|
|
Innovative TPU Technologies for Adhesive Solutions
Thermoplastic polyurethanes (TPU) are formed by linear polymeric chains comprising a small proportion of hard segments and soft segments. TPU offer benefits like:
- Excellent initial and final bonding
- Outstanding hot tack that can be tailored according to the required application, and much more.

Key properties of TPUs
TPU adhesives used in a wide range of applications. Industries select TPUs for their applications to benefit from their broad combination of properties, such as adhesion to difficult substrates, hot tack, formulation versatility, adjustable sealing temperature, etc.
Adhesion to difficult substrates
TPU adhesives provide excellent initial and final bonding combined with outstanding adhesion to many substrates, such as:
- Leather, wood & metals
- Rigid & plasticized PVC
- Rubbers (TR, SBR, and CR)
- Thermoplastic polyurethanes (TPUs)
They can also be used to bond some polyolefins (EVA, PE, PP) if these substrates previously receive an appropriate physical or chemical pre-treatment.
TPU adhesives have been particularly successful in bonding leather, wood, metal and rubber, etc.
Hot tack
In the automotive, furniture and footwear industries, the adhesives based on heat activated TPUs must have a high hot tack, in order to guarantee a perfect initial bonding. This property of TPUs is due to their highly crystalline structure.
Formulation versatility
One of the main advantages when choosing TPUs is that TPUs can be tailor-made to meet the different specifications of diverse industrial applications. Their main physical properties can be adjusted over a wide range according to the application's demands.
The following TPU properties can be tailor-made:
- Molecular weight
- Crystallization rate
- Thermoplasticity
- Hot tack adjustment
This results in a wide range of possibilities when we select the product that will be the best choice, once the properties requested have been considered.
Adjustable sealing temperature
TPU adhesives are most frequently used in bonding operations where heat activation is part of the process. The optimum adhesive strength can be achieved at a given temperature of the adhesive film. Therefore, to reach such temperature is very important. These values change depending on the nature of the soft segment (polyol) that exists in the TPU.
Solvent-based TPU adhesives and adhesives based on water dispersible TPU pellets produce, after application and drying, non-blocking adhesive films, which can be made tacky by heating.
All of these properties fully comply with requirements of several application areas.
TPU-based technologies for most demanding applications
TPU hot melt adhesives
Thermoplastic polyurethane for hot melts are special lineal TPUs supplied in pellet form with high thermoplasticity and different crystallization rates. They can be applied by extrusion process or sintering. For many applications Thermoplastic Polyurethane for Hot Melts are favored for their versatile adhesive performance characteristics, improved economy and environmental friendliness.
Thermoplastic polyurethane for hot melts presents the following advantages:
- Better range of adhesion to different substrates (thanks to polar groups)
- Wide crystallization range
- Wide melting range (70°-140°C)
- Provide excellent low temperature flex properties (low Tg)
- High elasticity and softness
Water dispersible TPU pellets
The water dispersible pellets are thermoplastic polyurethane in pellet form, with ionomeric groups incorporated in. These TPUs can be firstly dissolved in acetone, and later by means of an emulsification process, it is possible to obtain an aqueous TPU dispersion. This is a Patented process.
Adhesive manufacturers can produce aqueous TPU dispersions themselves, with the following benefits:
- Decrease shipment costs
- Increase adhesive stability
- Free choice of specific TPU dispersion properties to differentiate their adhesives
These water dispersible thermoplastic polyurethane dispersions are used to manufacture adhesives designed for markets such as the automotive, furniture and footwear industries.
TPU adhesives films
Based on thermoplastic polyurethane technology, a TPU family supplied in pellet form, has been created specifically to produce TPU adhesive films. These TPUs allow different bonding temperatures and can be applied by either flat extrusion or blow extrusion process. The TPU adhesive film, produced with TPU, presents the following advantages:
- High melting temperature not requested
- High adhesion value
- High green strength
Solvent-based TPU adhesives
These are formulated from linear crystalline TPU polymers in pellet form and are easily dissolved in a wide range of solvents. The selection of the solvents is often determined by the regulations of each country, and by the final physical characteristics of the desired adhesives.
A crosslinking agent (isocyanate) can be added to the original adhesive solution when the adhesive is applied by the end-user. Such systems can be used during a short pot-life of a few hours.
The following benefits must be presented by solvent based Thermoplastic Polyurethane Adhesives:
- High green strength at low activation temperature
- Easy heat activation
- Good heat resistance
- High final bonding strength

References
- Manock, H.L., 'New Developments in Polyurethane and PU/Acrylic Dispersions', Pigment & Resin Technology, Vol. 29, No. 3, 2000, pp. 143-151.
- Kim, B.K., 'Aqueous Polyurethane Dispersions', Colloid Polymer Science, Vol. 274, 1996, pp. 599-611.
- Dispercoll U Polyurethane Dispersions, Bayer Material Science, June 2005.
- US Patent 5,834,554.
- Manock, H.L., 'New Developments in Polyurethane and PU/Acrylic Dispersions', Pigment & Resin Technology, Vol. 29, No. 3, 2000, pp. 143-151.
Key Applications
Polyurethanes are one of the versatile polymeric materials that can be tailored to meet the demands of a number of adhesive and sealant systems. While TPU technology is ideal for numerous applications (e.g., transportation, furniture, footwear, textiles) where it can demonstrate it excellent mechanical properties, on the other hand adhesives based on polyurethane dispersion are most exclusively used where strong adhesion to the substrate and great cohesion are a must to guarantee long lasting bond stability. Let's review some of the popular application segments for each of them.
Automotive/Transportation
- Aliphatic isocyanates are the solution of the first choice to answer the highly demanding requirements of the transportation industry. They provide a very strong and very long-lasting adhesion on all kinds of substrates, in harsh conditions (high humidity and temperature, presence of various detergents and chemicals).
- TPU-based adhesives show good performance, hot green strength, and excellent final bond. Used in automotive interior parts like door panels, instrument panels, attachment clips, and bonding of components. They also find use in heat-sealable fabrics like soft trim and foam lamination.
- 2k PUD-based adhesives find use in automotive dashboards (foam to TPO/PVC) and headliners. Known for their good initial bond strength under low pressure and/or low activation temperature.
Footwear
- Aliphatic isocyanates are the first choice in the footwear industry due to their excellent adhesion on many substrates, exceptional durability, and flexibility. They can withstand harsh conditions concerning service life and climate.
- TPUs bond different parts of the shoe together. Several factors involved in the production of shoes include technological development, requested performances, shoe design, and extraordinary materials. The main feature of footwear industrial production is its high productivity, which implies ever-shorter production cycles.
- Polyurethane dispersions are higher priced and less forgiving than solvent-borne adhesive. Requirements are very high initial tack at low pressure and temperature, excellent water and plasticizer resistance, and good adhesion to PVC / rubber /leather.
Textiles
- TPU Hot Melt adhesives with different melt and viscosity characteristics provide solutions to most of the laminating combinations of textile substrates. Mainly used for making heat-sealable fabrics obtained by coating processes such as scattering or dot-coating (powder or paste). Complaint with Oeko-Tex Class I regulation.
- Environmental advantages coupled with increasing solvent price and the excellent physical properties of PUDs have steadily expanded their use in textile coatings, fiber sizing, and good adhesion. They are used in waterproof clothing and synthetic leather and have a high degree of flexibility/elasticity. Available in hard and soft types.
Furniture & Wood
- 2K PUDs are generally used in furnishing kitchens (decorative PVC foil to wood or MDF-formed door panels) that require high tack and long life.
- TPU-based adhesives are widely used in the lamination of plastic films onto applications in kitchen or bathroom furniture. They provide very good bonding to wood like MDF and to plastics such as PVC. Some applications like profile wrapping, edge banding, and lamination need Reactive Hot Melt adhesives to improve final performance.
- Aliphatic isocyanates are widely used to develop high-performance adhesives for wood-on-wood, wood-on-PVC, or PVC laminated on wood), that require at least one of the following performances – durability, transparency, and heat & humidity resistance. Used in parquet flooring, industrial wood finishes, and cork tiles. Aliphatic isocyanates have high resistance to abrasion, chemicals, and solvents. These grades are hard and flexible and provide good compatibility with acrylics.
- 2K polyurethane adhesives are used on substrates sensitive to heat for example wood.
- TPU adhesives provide excellent initial and final bonding combined with outstanding adhesion to wood substrate.
Packaging
- Polyurethane dispersion adhesives are finding their way into food packaging applications.
- Aliphatic isocyanates are used in flexible packaging. They show good adhesion to various types of materials such as plastic films, aluminum, and cardboard. They are used in applications requiring heat & humidity resistance, transparency, and non-yellowing upon aging properties. In addition, no hazardous amines are released when aliphatic isocyanates are used to formulate polyurethane adhesives.
Sealants
- The use of aliphatic isocyanates in sealants for glass production, bathroom, or transportation applications needs to withstand severe conditions. They must require excellent adhesion to various substrates, flexibility, chemical resistance, and waterproof properties.
Non-woven
- Aliphatic isocyanates show superior adhesion on a wide variety of varnishes and substrates. Polyurethane adhesives will help formulators develop high-performance solutions for non-woven applications.

In the furniture industry TPU-based adhesives are widely used in lamination of plastic films onto applications in kitchen or bathroom furniture

PU Adhesives are widely used for multi-material bonding in footwear industry

2K PU adhesives are used in automotive industry for dashboards, door panels, carpets, headliners, etc.