Hot melt adhesives: How to formulate with right ingredients?
Last update on Apr 22, 2026
Thanks to the fast-setting speed, relatively low cost (materials and processing), and low environmental impact, hot melt adhesives are widely used in applications (book binding, hygiene, etc.). And like any other adhesive formulations, hot melt glues or adhesives require a delicate balancing of constituents relative to the performance and processing properties.
The selection of formulation components is determined primarily by the chemical compatibility of the components both during the formulation stage and during the service life stage. Optimal properties and performance can only be exhibited by a formulation where all the components are compatible.
Learn everything you need to know about material selection and formulation of hot-melt adhesives.
What are hot melt adhesives?
Hot melts are thermoplastics that are used after melting the polymer beyond its melting point. The main advantage of hot melts over other forms of adhesives include:
- Hot melt adhesives do not require a solvent. Hence, associated environmental issues are avoided.
- They set rapidly and dispensing is easy to automate.
- A smaller space is required for storage and use.
- There is wide formulation latitude to meet a variety of costs and performance needs.
Hot melt adhesives are often referred to as hot melt glues. Both these terms are commonly used interchangeably in various industries.
Components
Hot melt adhesives/glues majorly comprise of three components: a polymer/ blend of polymers, a tackifying resin, and a wax or oil. Wax and oil are used for the same purpose, the only difference is that oil is liquid, and waxes are solid. Apart from these ingredients, hot melt glue may include an antioxidant, filler, UV stabilizer, or a pigment, and others.
Hot melt glues require a delicate balancing of formulation components relative to their performance and processing properties. The major components of a hot melts and their role are:
- The base polymer is the molecular backbone of the systems, and it is used to provide the inherent strength and chemical resistance as well as the application characteristics.
- Tackifiers are added to improve initial adhesion and to modify the base polymer.
- Processing oils and waxes are used to adjust viscosity and set times. Both tackifiers and processing materials will affect the glass transition temperature (Tg) and melting point of the final product.
- Antioxidants are used to provide oxidation resistance - more for the polymer in the application state rather than in the final joint.
- UV stabilizers or inhibitors are added to provide stability against exposure to light.
- Fillers are used to fine-tune certain properties such as melt viscosity, thermal expansion coefficient, set time, etc.

Requirements
Utmost attention must be paid while formulating hot melt adhesives. Key requirements for effective hot melt adhesive formulation include that the components making up the hot melt glue must have the following:
- The hot melt should have very low viscosity in its molten form in order to achieve wetting.
- The hot melt must not cool too rapidly else it will not have time to completely wet the substrate.
- Special dispensing equipments are used for the application of hot melt adhesives.
- The hot melt must solidify into a cohesively strong material and maintain adequate adhesion properties in service.
Equipment for mixing hot melt glue components
The various types of equipment and processes that can be used to mix hot melt glue or adhesive components are particularly diverse. They are usually determined by either familiarity with existing practice or the availability of equipment. Typical compounding ingredients include:
| Ingredients in Hot Melt Glue/Adhesive | Usage Level |
| Elastomers | 30-50% |
| Thermoplastic resins | 20-40% |
| Plasticizers | 10-40% |
| Fillers | 1-10% |
| Color Pigments | 0.1-3% |
| Stabilizers against oxidation and UV | 0.1-3% |
Low softening temperature thermoplastics and their additives and modifiers are generally mixed without difficulty. These hot melt glue formulations can be compounded in several types of mixers such as:
Vertical mixers
The most economic method is the vertical mixer. Its advantages and disadvantages are:
| Advantages | Disadvantages |
|
|
Horizontal mixers (Sigma blade or Kneader)
The horizontal mixers are normally accompanied by an extruder for easy adhesive mixing and discharge. Generally, the elastomers are metered individually or as a premix into the feed barrel. The resins (solid or liquid) and plasticizers are added downstream. For larger quantities, the liquids can be fed at several locations along the extruder using multiple kneading and homogenizing stages.
The main advantage of the horizontal mixers is that the entire operation can be done on a continuous basis. This enhances both productivity and quality. A continuous twin-screw mixing process is illustrated below. Continuous mixers such as these are claimed to provide 30% cost savings. This is primarily due to lower operating costs and energy savings.

Processing aids can also be added to the formulation to even further improve mixing capability and achieve efficient mixing with less energy. Typical processing agents that can be used are:
- Organosilane or organotitanate dispersing agents
- Polyethylene glycol interfacial agents
Continuous mixers provide compounding flexibility as they are capable of utilizing a wide range of resins and melt temperatures. Slight changes in formulations or complete changes in the product can be accomplished with relatively little effort and minimal cleaning or purging.
The quality of the product is improved due to a higher melt quality and improved process control. Oxidation of the formulation is significantly reduced since the continuous extruder generates high shear without high temperatures. The residence time is also short minimizing exposure of heat-sensitive components to high temperatures.
To formulate or select the right adhesive, it is important to understand how hot melt adhesives behave during application and how their working properties influence bonding.
Mechanism & working properties of hot melt adhesives
The hot melt adhesive is applied from the melt, gaining strength upon solidification and crystallization. Although certain types of hot melts can crosslink over time or with an outside energy source, general-purpose hot melt glues remain thermoplastic after application and gelling.
How do they work?
The working mechanism of holt melts includes the steps listed below.
- A hot melt adhesive when heated, melts and becomes a liquid. It is then applied by bringing it between two substrates. Once cooled, it will set and solidify. The cooling of the drop largely depends on the size of the droplet, nature, and temperature of the substrate. In case the substrate is not insulated, it may take a lot of time for the hot melt to cool down.
For example, if the hot melt is applied on a cold surface, the hot melt would cool faster, but the adhesion imparted would be weak as the adhesive will not get enough time to fill in the cavities of the substrate. On the contrary, if the hot melt was applied on a pre heated surface and then allowed to cool gradually along with the substrate, the adhesion would be stronger.
- The second substrate is applied to the adhesive, in order to join the two substrates with the help of hot melt applied between them.
- The second substrate is pressed, and one can see the adhesive oozing out, in case the contact surface with the substrate is large. The large surface area of the substrate allows for quicker cooling of the hot melt. This hot melt after cooling sets, making it impossible to separate the two substrates.
- The horizontal axis describes the temperature, which decreases with time. The relationship between temperature and time is never the same.
- The vertical axis exhibits the viscosity or the cohesion [modulus] for a period when the hot melt is liquid and cohesion for the later stages of the hot melt.

Steps involved in the mechanism of hot melt glues
Key properties of hot melt glue
The three working properties of hot melts are hot tack, open time, and setting speed.
Hot tack
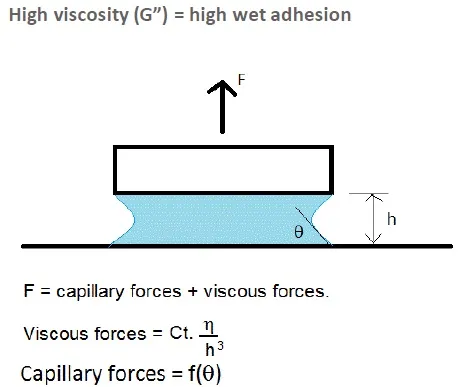
Tack as the word says, refers to the stickiness of the adhesive. Hot tack here points to the high temperature of the hot-melt applied. In the process of hot tack, wetting occurs. It happens when the surface tension of the liquid is lower than the surface tension of the substrate.
Then occurs wet adhesion which is a blend of capillary [SP] and viscous forces. The viscous forces play a significant role in the wet adhesion process.
Open time
Open time is the time taken by the adhesive to create a bond. It can also be defined as the time wherein wetting can still occur to create a bond. Another way of defining it could be the time from the application of the hot-melt till the cooling of the hot-melt where it loses its initial adhesive properties. There are various factors that can influence open time like environment, usage conditions, and the type of hot melt adhesive used.

How to measure open time?
We present before you a very simple way of measuring open time.
- Place different hot melts on paper strips. Place these strips in the oven for about 150° C for the temperature of these hot melts to reach on a higher side.
- After this new paper strips are placed perpendicularly on the hot melt strips in time intervals of 4 seconds, 8 seconds, 12 seconds, and so on. These strips are then cooled for at least 24 hours till crystallization has completed.
- These strips are then removed, and it can be observed that at some places, strips are successfully removed, but at other places not. Therefore, one gets to know that the open time was over because you couldn't wet that hot melt or the strip anymore. If you have a standard hot melt and you know the open time, then you can estimate the open time of other hot melts.


The setting speed
Setting the speed of a hot melt can be defined as the time taken by the hot melt to form a bond of acceptable strength.
With these basic requirements in mind, the next step is to look at how hot melt adhesives are actually formulated. This involves selecting the right base polymers and additives to achieve the desired performance and processing properties.