Abhesion or "Anti-Adhesion"
Last update on Mar 24, 2004Edward M. Petrie, Member of SpecialChem Technical Expert Team.
"Abhesives" are films or coatings that are used to prevent or greatly decrease adhesion. An abherend is a surface that discourages adhesion. Abhesive materials are also often referred to as mold-release agents, non-stick surface coatings, parting agents, or antistick agents. Abhesion is exactly the opposite of adhesion, and the requirements for a good abhesive are reverse that which is necessary for a good adhesive to function.
The applications for abhesives are nearly as numerous and as commercially important as they are for adhesives. The most recognizable abhesives are used as mold release surfaces and as liners for pressure sensitive tapes and labels. However, abhesives are also used to protect general plastic processing equipment such as used for casting, extrusion, laminating, and molding. They are also used domestically for bake ware, ice cube trays, and easily cleaned surfaces. Abhesive coatings are employed for deicing surfaces such as airplane wings, ship structures, and windshields. Abhesives are formulated into anti-graffiti and "self-cleaning" paint coatings. Abhesives are also used to prevent microorganism growth and salt formation on marine or outdoor seacoast structures. In the medical industry, abhesives are used for providing non-stick and bio-resistant surfaces for medical devices such as catheters.
A variety of materials and processes have been developed to provide surfaces that function as abhesives. Many of these will be described in this article, and several new abhesives will be discussed. However, the main purpose of this review will be to explain the material and surface science fundamentals required for an abhesive to function. This is an important concept for the polymer scientist or engineer since manufacturers of polymeric products frequently tackle release problems and also because an efficient and profitable solution to a release problem is often a polymer.
Mechanisms of Abhesion
In order to understand how abhesives work, one must first understand the mechanism of adhesion and the factors that affect it. Adhesion occurs through a combination of the following mechanisms: mechanical interlocking, interdiffusion, adsorption (surface reaction), and electrostatic attraction. Important criteria in adhesion include the surface topology, surface tension and energy, wetting, and thermodynamic work of adhesion. Therefore, surface treatments that enhance adhesion do so by removing weak boundary layers, changing surface topography, changing the chemical nature of the surfaces, and modifying the physical structure of the surface.
Abhesion requires just the opposite. For maximum abhesion, or resistance to adhesion, the surface should exhibit the following characteristics.
- A barrier to mechanical interlocking
- Prevention of interdiffusion
- Poor adsorption and surface reaction
- Low surface tension and thermodynamic work of separation
- Limited or no electrostatic attraction
- Incorporation of a weak boundary layer.
Since many of the factors causing adhesion are of a chemical nature, a good abhesive must also be chemically inert toward the two materials whose adhesion are to be prevented.
Abhesion, therefore, occurs via one of two primary modes:
(1) prevention of adhesion to the abhesive coating layer, or
(2) an easily separable coating or cohesively weak boundary layer.
Thus, there are several ways in which abhesives can be classified. The most popular classifications are permanent (corresponding to 1 above) and sacrificial (corresponding to 2 above). Several examples of each are readily evident in the household environment. The coating on a non-stick baking pan is an example of permanent abherend. Flour, grease, or oil used for non-stick baking are examples of sacrificial abherends.
Permanent abherends require that the abhesive material have good spreading tendency on the material to be protected and a surface that exhibits poor spreading tendency to the material which adhesion is to be prevented. The permanent abherend must be a good coating material (i.e., easily applied, uniformly spread over the surface to be protected, and relatively permanent during all expected processes). Sacrificial abherends require only that the abhesive material fill the pores or smooth-out the roughness of a surface (e.g., an inert powder on a rough metal surface). Sacrificial abherends generally remain attached to both surfaces after release, and they must be applied to a surface every time it is to be protected. On the other hand, permanent abherends will last through many cycles of release.
An important factor in choosing an abhesive is temperature dependence. A material could act as an abhesive at room temperature and as an adhesive at elevated temperatures. Thermoplastic polyethylene coatings are good examples of this. Polyethylene is relatively inert with a low surface energy, non-stick surface in its solid state, but it has good adhesive properties in the molten state. Another factor to be considered in choosing an abhesive is volatility. Water would be a good abhesive, but because it vaporizes at relatively low temperatures, water could not be used as a mold release in many high temperature applications.
Theory
Two solid materials generally do not adhere to each other because wetting does not take place and there is no penetration or interdiffusion of one material into the other. When wetting is minimal, the secondary van der Walls bond forces that provide the majority of molecular adhesion are not large, the work of adhesion is minimal, and the surface has the properties of a good abherend.
Wetting can be determined by contact angle measurements. It is governed by the Young equation which relates the equilibrium contact angle, θ, made by the wetting component on the substrate to the appropriate interfacial tensions:
γLv Cosθ = γSv - γSL
The term γsv is the interfacial tension of the solid material in equilibrium with a fluid vapor, γLv is the surface tension of the fluid material in equilibrium with its vapor, and γsL is the interfacial tension between the solid and liquid materials. Complete, spontaneous wetting occurs when θ = 0 deg, or when the material spreads uniformly over a substrate to form a thin sheet. A contact angle of 0 deg occurs with a pure water droplet on a clean, glass slide. Therefore, for complete spontaneous wetting, cosine θ > 1.0 or when:
γsv > γsL + γLv
Wetting is favored when the substrate surface tension, γsv , or its critical surface energy, γC, is high, and the surface tension of the wetting liquid, γLv, is low (i.e., wetting is favored when γC substrate > γC adhesive). Low energy polymers, therefore, easily wet high-energy substrates such as metals. Conversely, polymeric coatings and polymeric substrates having low surface energies will not be readily wet by other materials and are useful for applications requiring nonstick, passive surfaces.
Thus, most common adhesive liquids readily wet clean metal surfaces (γC > 100 dyne/cm), ceramic surfaces, and many high-energy polymeric surfaces. However, common adhesives do not wet low energy surfaces such as polyethylene and fluorocarbons. The fact that good wetting requires the adhesive to have a lower surface tension than the substrate explains why organic adhesives, such as epoxies (γLv about 40 dyne/cm), have excellent adhesion to metals, but offer weak adhesion on many untreated polymeric substrates, such as polyethylene, polypropylene, and the fluorocarbons (γC< 30 dyne/cm)
For good wetting, γadhesive << γC substrate
For poor wetting, γadhesive >> γC substrate
A simple view of the relationship of wetting and adhesion is provided by Figure 1. Here the contact angle of a drop of a liquid on a surface of different critical surface tension is shown. The expected bond strengths would increase as the contact angle decreases. Therefore, best abhesive scenario is when the contact angle is greatest.
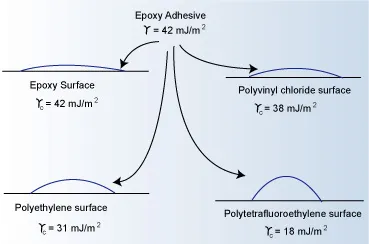
Figure 1: Interaction of the same liquid with surfaces of different surface tension (mJ/m2 = dyne/cm).
Some important concepts develop out of the premise that for good wetting to occur γC substrate << γC substrate. One would, therefore, expect that polyethylenes and fluorocarbons, if used as adhesives, would provide excellent adhesion to a variety of surfaces including polymers and metals. In fact, they do provide excellent adhesion. However, commercial polyethylene generally has many lower molecular weight constituents that create a weak boundary layer, thus preventing practical adhesion. Fluorocarbons cannot be easily melt or put into solution. Thus, they are difficult to get into a fluid state to wet the surface and then solidify without significant internal stresses. However, polyethylene makes an excellent base for hot melt adhesives once the weak low molecular weight constituents are removed. Investigators are attempting to develop epoxy resins with fluorinated chains so that they can easily wet most surfaces. 1
It is easy to see why silicone and fluorocarbon surfaces provide good mold release surfaces. Most resins will not easily wet these surfaces. It is also easy to see why silicone and mineral oil are good weak boundary layers. If a very thin layer of such oil is on the substrate, the adhesive will want to spread over the oil rather than the substrate. Most adhesives would not wet a surface contaminated by these oils. It is also interesting to note that by making a coating (or adhesive) more likely to wet a substrate (by lowering its surface tension), you may be inadvertently making it more difficult for any coating or adhesive to wet this new material once it is cured. Graffiti resistant paints work in this manner.
After intimate contact is achieved between adhesive and adherend through wetting, it is believed that permanent adhesion results primarily through forces of molecular attraction. Four general types of chemical bonds are recognized as being involved in adhesion and cohesion: electrostatic, covalent, and metallic, which are referred to as primary bonds, and van der Walls forces that are referred to as secondary bonds.
Types of Abherend Materials
There are many materials that can be used as abhesives. These are generally classified chemically as shown in Table 1. They can be supplied in many different forms such as fluids, waxes, greases, emulsions, dry films, and solid powders. Many commercial abhesives are of proprietary composition. These products can be formulations of more than one type of abhesive with modifiers or additives, such as emulsifiers, biocides, solvents, etc., incorporated into the final product.
Chemical Class | Chemical Subdivision | Specific Examples |
Waxes | Petroleum waxes | Paraffin wax, microcrystalline wax |
Vegetable waxes | Carnauba wax | |
Animal waxes | Lanolin | |
Synthetic waxes | Polyethylene wax | |
Fatty acid metal soaps | Metal stearates | Magnesium stearate, zinc stearate |
Others | Calcium ricinoleate | |
Long chain alkyl derivatives | Fatty ester synthetic waxes | Diethylene glycol monostearate, hydrogenated castor oil |
Fatty acids | Stearic acid, oleic acid | |
Fatty amides | Ethylenebis(stearamide), oleyl palmitamide | |
Natural products | Cellulose derivatives | Cellophane, cellulose acetate |
Polysaccharides | Sodium alginate | |
Inorganic materials | Silicates | Talc |
Clay | Kaolin, mica | |
Other | Silica, graphite | |
Synthetic polymers | Silicones | Polydimethylsiloxane, polyalkylmethylsiloxane |
Fluorocarbons | Polytetrafluoroethylene | |
Other fluoropolymers | Poly(fluoroacrylates), poly(fluoroethers) | |
Polyolefins | Polyethylene, polypropylene | |
Other | Polyvinyl alcohol | |
Fluorinated compounds | Fluorinated fatty acids and alcohols | Perfluorolauric acid |
Table 1: Chemical Classification of Abhesives 2
All abhesive materials are characterized by providing a low energy surface, and any liquid placed on such a surface will exhibit a contact angle, which will be larger as γSv - γC increases. When is large enough, such poor adhesion will occur that the application of a modest external stress will cause the bond to separate. Table 2 gives values of γC for common abhesive materials.
Abherend | Surface Tension, dyne/cm |
Carnauba wax | 38 |
Paraffin wax | 23 |
Fatty acid monolayer | 24 |
Polyethylene | 25-36 |
Polypropylene | 29-34 |
Polymethylsiloxane film | 24 |
Polymethylsiloxane fluid | 20 |
Polyvinyl fluoride | 28 |
Polyvinylidene fluoride | 25 |
Polytetrafluoroethylene | 18.5 |
Fluoroethylene propylene | 16 |
Perfluorolauric acid monolayer | 6 |
Silicone oil | 21 |
Petroleum lubricating oil | 29 |
Table 2: Surface Tensions of Various Abherend Substrates
As a general rule, any low energy surface will be more effective as a release agent or abhesive the lower its value of γC.
Abhesion is also improved by moderately rough surfaces that cause pockets to form at the interface between the poorly wetting liquid and the abherend surface. Abhesion also improves when the wetting liquid has a high viscosity, sets quickly, and has a high surface tension. All of these factors will lead to a poorly wetted surface.
Among the hydrocarbons, the lowest values of critical surface tension of wetting are found in surfaces comprising closely packed methyl groups. This is a characteristic of waxes and oriented long-chain alkyl derivatives, accounting for their predominance among organic release agents. For example, the pendant methyl groups on polydimethylsiloxane have little direct effect from the siloxane backbone and have a very low surface energy. These materials are commonly used to coat release liners for pressure sensitive adhesive films. Aliphatic fluorocarbons have the lowest surface energy entities and make excellent external mold release agents.
Nonsetting materials, such as oil, grease, or powder, are likely to have low cohesive interactions and provide abhesion via a weak boundary layer region. Finely divided solids such talc provide excellent barriers to mechanical interlocking and interdiffusion. As a result, these materials are commonly used as abherends in certain applications.
In the case of plastic processing, it is frequently desired that the release coating should be an integral part of the plastic rather than a coating on the mold. An effective approach to obtaining abhesion is by formulating internal release agents into the plastic. These usually consist of a small concentration of an additive, which is surface active in the liquid and so is able to accumulate to some extent as an adsorbed film. The additive creates a barrier between the resin and the surface to be protected, thus preventing adhesion. Suitable groups, as might be surmised from the data presented in Table 2, are those that have a perfluorinated chain, polymethylsiloxane structure, or a paraffin chain.
The internal release agents presented in Table 3 offer molders an alternative to repeated spraying and cleaning of mold surfaces. These internal mold release agents for the most part do not leave residue on molded parts to inhibit decorating, painting, or other secondary finishing processes.
Internal Mold Release Agent | Characteristics |
Metallic stearates | Metal salts of organic acids like stearic acid. Calcium and zinc stearates are commonly used, although aluminum, iron, lead, lithium, magnesium, sodium, nickel, and potassium stearates are sometimes found in plastics. Stearates are most commonly used in thermoset polyester molding compounds, but calcium stearate has been used as a lubricant and release agent in polypropylene and ABS. Zinc and sodium stearates are used in polystyrene, SAN, and nylon. Stearates are not recommended for polycarbonate because of discoloration. Recommended loadings are usually 1 percent or less, but up to 5 percent has been used at times. |
Paraffins and hydrocarbons | These are used commonly in polyvinyl chloride. They are claimed to be better suited to those polymers that function at higher temperatures. They are not recommended for clear resins, as they tend to yellow or fog. Loadings of less than 0.5 percent are common. |
Fatty acid esters | These are commonly used as internal / external release agents. PVC is the most typical application, but they work well also on acrylic and polycarbonate. They do not reduce clarity. Fatty acid esters and amides do not usually interfere with the secondary finishing operations, and some have high temperature stability. Fatty acid amides are probably the most commonly used release agent of polyolefins. They are used at loadings from 0.1-2 percent. |
Silicones | Silicone is the active ingredient of many spray-on mold release agents. They must be carefully controlled since they have a tendency to spread throughout the work area. Silicone release agents tend to spread by airflow as well as direct contact with other surfaces. As an external release agent they often can contaminate surfaces that require secondary finishing. They are not generally used as an internal release agent when the parts require painting or bonding. |
Fluoropolymer | Best suited for high temperature processing of resins like polycarbonate and polysulfone. Some fluoropolymers are used in thermosets, but there are grades that have been developed specifically for thermoplastics. Normal loadings are 0.5-2 percent. Fluoropolymer release agents do not interfere with post mold finishing. |
Table 3: Common Internal Mold Release Agents
Waxes
Naturally occurring and synthetic waxes have been conventionally used as abhesives. The natural waxes that are important abherends are paraffin and microcrystalline waxes, waxes of vegetable origin (e.g., carnauba or candelilla wax), and waxes of animal origin. Synthetic waxes are manufactured from aliphatic alcohols above C-10 and fatty acids above C-12. The fatty acid having attained the widest use as an abhesive is stearic acid. Stearic acid is particularly effective since it has a very limited compatibility with organic polymers.
Other synthetic waxes that are employed commercially as abhesives are glyceryl monostearate and diethylene glycol monostearate. Both of these are used in rubber processing and formulating PVC compounds for the manufacture of sheet and film. Diethylene glycol monostearate is also used as an abherend coating on paper.
Glycerol fatty acid esters, such as hydrogenated oils, provide excellent abhesives. Fully dehydrogenated castor oil is of particular industrial interest because it has an exceptionally high melting point. It is often used as an abhesive in rubber compounds, coated fabrics, and release papers. One of the highest melting point waxes used as an abhesive is ethylene bis-stearamide. This is an amorphous wax with a melting point in the range of 140-143°C.
Metal Salts of Fatty Acids
Metal salts of fatty acids (primarily of stearic acid) are high melting solids usually available in powder form. These salts are applied primarily as dusts, but they are also incorporated into polymeric compounds as internal abhesives or release agents. The most important of these are calcium stearate, zinc stearate, lead stearate, magnesium stearate, and aluminum stearate. The metallic salt chosen depends on the specific polymer and the surfaces involved as shown in Table 4.
Release Agent | Applications |
Calcium and lead stearate | Polyvinyl chloride |
Zinc stearate | Polystyrene |
Aluminum and magnesium stearates | Rubber processing |
Zinc and aluminum stearates | Aluminum processing |
Table 4: Metal Salts of Fatty Acids as Abherend Compounds
Frequently the choice of the right stearate can be based on melting point, insolubility, and particle size to which the stearate can be ground or precipitated. Zinc stearate is substituted for lead stearate in specific cases where nontoxicity is a requirement, but it does not have the stabilizing effect of lead stearate. Calcium stearate is probably the most effective abhesive in polyvinyl chloride.
Where a low melting wax is the primary abhesive, metallic salts are used to raise the melting point of the mixture. For example, blends of aluminum stearate and paraffin wax have been used in order to adjust melting points and physical properties of the resulting release agent.
Polymeric Abhesives
Several polymers are industrially important as abherends. Polyvinyl alcohol is completely water soluble and incompatible with practically all organic polymers and, therefore, has found a variety of uses as an abherend coating. It is generally applied as a water solution or in the form of a solid film. Polyamides find application as extruded abherend films. These are often used in manufacturing composites where the film is draped over the mold for release purposes. Polyethylene is used similarly as an abherend film for a number of applications.
Silicones represent perhaps the most important type of abhesives. They are available as fluids, resins, and greases . They are used as internal and external release agents and in permanent or semipermanent forms. The silicones have high boiling points and low volatility at room temperature. They are heat resistant and resistant to oxidation at elevated temperatures. The most important silicone fluid is dimethyl silicone. It is often used as a release coating for pressure sensitive adhesives (see below) and can be applied either in solution or in water emulsion.
Fluorocarbons are also abhesives that can be used in many forms. They are available as water dispersions as well as solid sheets, rods, and in other shapes. They have very high chemical inertness and high heat resistance and are, therefore, preferred in applications where the processing temperature is high and a chemically resistant coating is required. Like silicone, the fluorocarbons can be used as internal or external release agents.
Inorganics
Inorganics are perhaps the oldest of abhesives. They are used primarily as powders because of their insolubility. They have excellent release characteristics generally because of their flake-like structure. The most important inorganic abhesives are talc and mica. These are applied as fine powder that is sprayed or dusted onto a surface to prevent adhesion. Inorganic abhesives are frequently blended with metal stearates to improve their abhesion properties.
Industrial Applications
There are numerous industrial applications for abhesives. Some of these are described below. This list is certainly not to be considered extensive. The examples represent only the more common and commercially interesting applications.
Metal and Glass
Metal and glass forming processes depend heavily on the use of abhesives for their proper functioning. In die-casting, for example, abhesives are generally sprayed onto the mold surface in order to prevent the casting from sticking to the mold. Silicone release agents are preferred because of their high thermal stability. A new mold pattern is usually coated with a curable silicone paste and, during continuous use, a silicone release is usually recoated by spraying with an emulsion after each cycle. Silicone greases are also used to coat oven conveyors, dollies, carts, and other handling equipment. Heat resistant graphite containing resins are also used in the high temperature release applications. Other metal processes using release agents include injection molding of low melting aluminum alloys, drawing of ferrous metals, and hobbing and stamping.
Rubber and Plastics
Release agents are widely used in the rubber and plastic industry to achieve the release of polymers from equipment surfaces. Abhesives are widely used in molding, embossing, extrusion and calendering. They prevent the polymer from sticking and fouling the processing operations. Some of these applications are described in Table 5.
Process | Characteristics |
Rubber processing | In the mixing, sheeting, and calendering of natural rubber sheets, release agents prevent stock from sticking to equipment. They are also used to stop marring of surface finish and minimize waste. |
Casting | In the casting of thermoset materials release agents are usually in the form of a polymer film such as polyamide and polyvinyl alcohol. Regenerated cellophane is often used in the manufacture of composite parts. |
Reaction injection molding (RIM) | RIM is a developing method for low temperature, high volume processing of polyurethane, epoxy, polyester, and other polymers. Fatty acid metal salts and polyethylene wax is often used. Both internal and external release agents are used. |
Extrusion | In the extrusion of thermoplastic polymer, release agents aid in the flow and keep the finished product from sticking when stacked. They can also reduce the possibility of thermal breakdown by reducing the amount of energy required and proving shorter cycle times. |
Table 5: Examples of Rubber and Plastic Processing Applications for Abhesives 3
During processing certain polymers have great adhesive properties at or above their melting points and, therefore, require abhesives more than other types of polymers. These polymers include polystyrene, some polyolefins, hydrocarbon resins, methyl methacrylate, and polyamides. But even polymers with lower adhesive forces require the use of release agents in most applications. Both internal and external release agents are commonly used.
Silicones make very effective abherends when applied to the mold surface in injection or compression molding, but they have to be used with great caution, because molded polymeric items often have to be bonded to other surfaces or coatings have to be applied to them for decorative purposes. Silicones remaining on the surface of these molded pieces can seriously interfere with these secondary treatments. As a result fluorocarbons and other polymers are generally used in plastic processing operations where there are secondary finishing processes.
Abhesives have also attained extreme importance in the processing of rubber. Rubber compounds generally have excellent adhesive qualities in the uncured stage, yet these compounds have to be processed and shaped before they are cured. Abhesives in the form of sprayable release coatings, coated papers, and cloths are commonly used. Abhesives have also been incorporated into the rubber compounds to reduce tackiness. Of primary importance are the various metal stearates, stearic acid, oleic acid, microcrystalline and paraffin waxes, and other synthetic waxes.
Adhesive Transfer Processes
Abhesives are commonly used to coat paper liners and film for release and ultimate transfer of pressure sensitive adhesive film. Silicone products dominate this market, but other materials are also used. Various base papers are used including polyethylene-coated kraft as well as polymer substrates such as polyethylene or polyester film.
Silicone coatings that crosslink to form a film and also bond to the liner are applied as solvent and solventless dispersions and emulsions. The system is usually heat activated although UV cured systems are now being used as well. The functional requirements for these release papers include good release, no contamination of the adhesive being protected, no blocking in rolls, good solvent holdout with respect to adhesive applied from solvent, and good thermal and dimensional stability. Some key pressure sensitive applications are in tapes, labels, floor tiles, and wall coverings.
Silicone rubber molds are used to cast a wide variety of non-abrasive, low temperature materials such as resins, waxes, and low melting metal alloys. These materials provide nonstick molds that are easily processed and have good reproduction of detail. Drawbacks to the use of silicone rubber molds in addition to poor abrasion resistance are their solvent induced swell and cure inhibition with certain thermosetting compositions (e.g., polyurethane).
Current Trends
Increasingly molders are turning to semi-permanent release agent as a means of maximizing the productivity of their operations. While sacrificial release agents are still widely used in applications where transfer and bonding are not critical, more processors are realizing the benefits for reduced mold maintenance and increased performance that semi-permanent abhesives offer.
Advances in polymer materials, especially temperature resistant plastics and the use of high temperature processes, such as injection moldings, are also causing many processors to consider semi-permanent release agents. They provide quicker cycling times, but more importantly they are resistant to aggressive chemical reactions in the mold and the high temperatures required for processing.
As restrictions on harmful and ozone depleting chemicals are becoming increasingly strict, mold release manufacturers are developing products that are in compliance with environmental regulations. These products include water based and CFC-free formulations. Water-based silicone emulsions and fluorocarbon dispersions, which have been available for many years, offer an environmentally favorable alternative. Newer trends include the use of aerosol spray using compressed air instead of ozone depleting chemical propellants. Solvent free, UV curable release coatings are also now available from a number of manufacturers.
1. Pocius, A. V., Chapter 6, Adhesion and Adhesive Technology, Hanser Publishers, New York, 1997.
2. Encyclopedia of Polymer Science and Engineering, Volume 14, Second Edition, John Wiley & Sons, New York, 1988.
3. "Abherends", Adhesion and Bonding, N.M. Bikales, ed., John Wiley & Sons, New York, 1971.