Heat-Seal Adhesive Coatings
Last update on Mar 21, 2007
Edward M. Petrie, Member of SpecialChem Technical Expert Team
Heat-sealing adhesives are thermoplastic materials that can be coated onto substrate surfaces and later reactivated by heat and pressure. They differ from conventional hot melt adhesives that are applied in the molten state and cooled between substrates in a single step. Typically both hot melt and heat-sealing adhesives are thermoplastic because they do not change chemically when heated and because their bonds can always be reversed by heat.
Heat-sealing adhesives are generally solvent or water-based systems that can be applied as liquid coatings. Some heat-sealing adhesives can also be applied as a hot melt coating via gravure, slotted die, or extrusion processes. These types of heat-seal adhesives are the main focus of this article. Solid, free thermoplastic films (thermosensitive films) can also be used as heat-sealing adhesives. In certain cases an adhesive may not be necessary, as a thermoplastic film substrate itself can be heat-sealed.
The most prominent heat-sealing applications are in the packaging industry and include film laminating, pouch construction, and blister-pack sealing (Figure 1). Flexible plastic packaging films are bonded with heat-seal adhesives in a wide variety of food, beverage, and pharmaceutical applications. This construction provides a hermetic seal, protects the product against the environment, and safeguards flavor. The heat-seal process can be run at high line speeds, and it has relatively low materials and energy costs.

Figure 1: Schematic of a blister-pack seal
Typically low melting polymers, such as polypropylene, EVA or acrylic copolymers, and ionomers are used as the sealing layer. However, almost any thermoplastic polymer that has a low melt temperature and good adhesion can be used. In addition to the properties of the adhesive itself, heat-seal performance depends on the sealing temperature and pressure, line speed, the substrate being bonded, and the adhesive coating thickness.
This article will review the types of materials and processes that are commonly used in heat-sealing applications. Industry examples and performance properties will also be discussed. Market trends and future development efforts in this rapidly expanding segment of the adhesives industry will be highlighted.
Heat-Sealing Principles
The heat-sealing process involves bringing together surfaces that have been previously coated with a thermoplastic resin. Heat and pressure are applied typically through heated bars or rollers. The melted thermoplastic coatings will wet one another or the substrate surface while the resin is in the fluid state. Interdiffusion results in an entanglement of molecules, which when cooled to a solid results in a strong bond. Generally, this bond is strong enough that failure will occur cohesively within the adhesive coating or within the substrate. The entire heat-sealing process occurs in a very short time (less than a second).
In essence the heat-sealing process consists of three steps:
- A thermoplastic material is applied to a substrate as a liquid coating and dried to be tack free and antiblocking.
- Heat is used to activate the adhesive, and it becomes fluid and tacky.
- While the adhesive is fluid, the coated substrate is pressed to a second substrate (that may be coated or uncoated) to make a bond.
- The joined area is then cooled to room temperature, and the adhesive gels to form a bond between the substrates.
Heat-sealing equipment falls into one of two general categories: intermittent or continuous. Intermittent sealing equipment frequently employs a bar or platen for the creation of the seal. It can be used on either rigid or flexible packaging. Applications include form-fill seal units, tray sealers, and pouch machines. These machines generally apply heat through the top web and place minimal stress on the package because of their longer dwell times. In intermittent sealing, the packaging typically remains stationary throughout the heat-sealing cycle.
Continuous sealing is primarily used when the substrates are in a continuous form (e.g., film or tape) and must be joined at high line speeds. It presents greater difficulty than intermittent sealing due to extremely short dwell times. Because of this, continuous sealing equipment places more stress on a package and requires an adhesive that can take a significant degree of stress immediately after seal formation. The ability of a seal to resist opening immediately after being formed is called "hot tack". In order to achieve fast activation, some heat-sealing lines require that heat be applied through both upper and bottom substrates of the joint. The most common examples of continuous heat-sealing equipment include a heated wheel roller or band rollers.
A typical sealing curve is shown in Figure 2. The "seal-initiation temperature" (TSI) is the minimum sealing temperature required to form a seal of significant strength. The SET is very dependent on the crystallinity of the adhesives. Table 1 describes the SET for several polymers. The "plateau initiation temperature" (TPI) is the temperature where the bond strength is sufficient to cause desired tearing of the packaging or adhesive. The plateau initiation temperature is an important sealing control parameter. It is common to set sealing equipment 5-10°C above the plateau initiation temperature to accommodate variability in control and maximize package reliability.

Figure 2: General heat-sealing curve
Polymer | Crystallinity, % | Seal Initiation Temperature, °C |
HEVA | 31-35 | 78-82 |
EAA | 39 | 90 |
LEVA | 41-42 | 96-98 |
LLDPE | 48 | 98-104 |
LDPE | 49 | 110 |
Ionomer | 21 | 82 |
Table 1: Seal Initiation Temperature vs. Crystallinity for Selected Heat-Sealing Polymers
Formulation of a Heat-seal Adhesive
The formulation of a heat-sealing adhesive is often as complex as the formulation of other adhesives and sealants. However, the adhesion and final performance properties depends primarily on the base polymer. Additives and modifiers are used more to adjust processing and shelf life parameters than to affect final physical properties.
The base polymer resin or resins will provide a foundation for the formulation. Depending on the nature of the base polymer, additives such as tackifiers, lubricants, waxes, slip modifiers, antioxidants, and stabilizers may be required. Antiblocking additives may be required if the coated substrate is to be wound or stacked upon itself and then stored until use. Heat stabilizing additives may be required if the formulation is susceptible to heat during storage or degradation at processing temperatures.
The coated adhesive film should be uniform in thickness, flexible, light in weight, and have an unlimited shelf life. The primary function of the heat-seal adhesive is to seal and provide a predetermined degree of peel resistance. When choosing the base polymer and formulation for a heat-seal adhesive, the following conditions need to be defined:
- The substrate(s) to be coated and the sealing substrates, if different from those to be coated
- The sealing conditions (temperature, pressure, time)
- The degree of resistance required - to the packaged product (food, beverage, drug, etc.) and to the environment (storage conditions, sterilization for medical packaging, retort conditions, etc.)
- The strength required and the mode of peeling (peel angle, speed, etc.)
- The degree of hot tack if required.
The melt flow of the adhesive is an important performance property. Typically, desirable polymers are those which have a large temperature range over which the heat-seal coating can be formed. A wide sealing window allows for greater versatility, easing processing concerns and increasing the reliability of the package.
Heat-seal adhesives can be formulated to have excellent hot tack properties. Good hot tack means that the adhesive can be applied under a wide variety of sealing coatings and with various types of sealing equipment. Hot tack depends on two components: the melt strength of the seal layer at the temperature of the seal and the interfacial adhesion of the sealant layer to the substrate. Typically the lower the melt viscosity, the easier it is for the adhesive to provide greater hot tack at lower temperatures. Tackifiers and additive resins may be added to the formulation to provide for improved hot tack characteristics.
Peel resistance is typically the most important final performance property of the heat-seal adhesive. Depending on the application, peel strength may be (1) very high and sufficient to cause tearing of the packaging material or (2) moderate and controllable. Many packaging applications are purposely developed to provide peelable systems to provide a reliable means of opening a package and presenting a product to the consumer. Seal strength in peelable systems is controlled by the adhesive composition and substrate. Typical medical packages have seal strength of 1-3 lbs/in as measured by ASTM F88.
Seal transfer is also an important property in certain applications. Seal transfer provides a visual method of evaluating seal integrity by indicating differences between sealed and unsealed areas of the package. Hence, seal transfer offers an indication that the packaging has been tampered. Often the heat-seal resins is tinted a specific color to make visual detection easier.
Classes of Heat-Sealing Polymers
The base polymers used in formulating heat-sealing adhesives are thermoplastic resins that have a high melt index (flow easily on the application of heat). They are typically, ethylene vinyl acetate (EVA), modified EVA, acrylic copolymers, modified polyolefin copolymers or terpolymers, polyester (PET), or modified PET. These polymers may be formulated as solvent or water borne systems. Table 2 summarizes common water based and solvent based heat-seal adhesives.
Water Based | Solvent Based |
EVA and modified EVA | EVA and modified EVA |
Ethylene acrylic acid (EAA) | Ethylene methacrylate (EMA) |
Ethylene methacrylate (EMA) | Ethylene methyl methacrylate (EMMA) |
Ethylene methyl methacrylate (EMMA) | Polyvinyl alcohol |
Polyvinyl alcohol | Ionomer |
Ionomer | Acrylic |
Acrylic | Vinyl |
Polyvinylidene chloride (PVdC) | Polyester |
Polypropylene (PP) | |
Polyamide |
Table 2: Classes of Base Polymers Used in Heat-Seal Adhesive Coatings
Polyolefins
Polybutylene-polyolefin based sealants have long been the standard for providing peelable seals to polyolefin substrates. The seal strength can be controlled by the concentration of polybutylene in the formulation as shown in Figure 3. The failure mode is primarily cohesion.
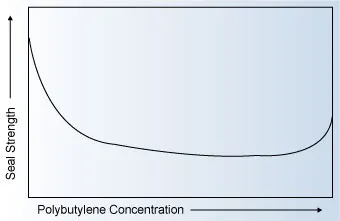
Figure 3: Seal strength of polybutylene - polypropylene blends
A key to creating peelable sealants is selecting two or more resins that are somewhat incompatible. Generally, the greater the difference in solubility factors, the more likely the combination will achieve cohesive peel characteristics. An example of this is a polybutylene-LDPE-EVA blend that can be used to seal LDPE substrates.
Packaging for retortable and autoclaveable applications must be able to withstand temperatures of up to 125°C in supersaturated steam and/or water environments. In addition, the seal must not creep when exposed to the forces created by any pressure differential between the inside and outside of the package. The alternatives for peelable and retortable/autoclavable adhesives include polypropylene polymers that have been modified to improve adhesion. These extrudable adhesives consist of a three-layer coextrusion of a modified polypropylene, a bulk layer of polypropylene, and a thin peelable polypropylene sealant layer.
Certain applications will also require that the heat-seal adhesive have significant chemical resistance. Many of the sealant technologies that provide high temperature resistance for retort/autoclavable applications also have excellent chemical resistance. Peelable polypropylene and amorphous polyester (AEPT) sealants are excellent choices for packaging oxidizing agents, aggressive flavorings, and fragrances. The AEPT has the added advantage of being extremely clean. Low or negligible extractables make this adhesive an excellent choice for packaging of pharmaceutical and food products.
Heat-seal adhesives have also been used for rigid product assembly. Table 3 describes a styrene block copolymer solution adhesive, which can be coated on two substrates, activated by heating both surfaces to 75°C, and bonded by pressing the substrates together. The adhesive is non-blocking at room temperature and provides high peel strength and creep resistance.
Components | Parts by Weight |
SBS resin (Kraton 1101) | 100 |
Endblock resin (Cumar R-16) | 75 |
Low molecular weight endblock resin (Piccovar AP-255) | 25 |
Stabilizer (Antioxidant) | 0.6 |
Solvents: Toluene | 120 120 60 |
Table 3: Heat Activated Styrene-Butadiene-Styrene (SBS) Adhesive1
Acrylic
Acrylic emulsions offer a moderately low cost adhesive with good performance properties. They are very versatile due to the large number of different monomers and resins available. Acrylic adhesives inherently have very good UV and oxidative stability and are generally preferred for outdoor applications. Acrylic waterborne laminating adhesives can provide bonds ranging from flexible and tough to hard and rigid depending on the formulation. Solvent-based acrylic adhesives provide somewhat better chemical and heat resistance.
Many heat-sealable coatings are made from copolymer of ethylene and acrylic acid and/or the acrylate esters. The properties of the polymer can be varied within wide limits by altering the molecular weight, content of acrylic acid, and type and proportion of the acrylic acid ester. The unmodified products are extruded onto backing materials that are later combined with other surfaces by heat-sealing. By incorporation waxes and resins, one can adapt the application properties of the heat-seal coating or produce hot melts for bonding paper and board.
Acrylic solutions are used on a large scale for laminating high-gloss films, e.g., acetate films or cellophane, to pocket books, record covers, etc. Laminates of aluminum foil and paper having good resistance to heat and water can also be made with acrylic adhesives. Typical formulations are shown in Table 4. Water-based acrylic coating for heat-sealable protective polymer films can be produced according to the formulation given in Table 5.
Components | For Bonding High Gloss Films | For Bonding Aluminum Foil to Paper |
Parts by Weight | ||
Acronal 500L (BASF), 40% in ethyl acetate | 100 | 70 |
Rosin modified with acrylic acid, 40% in toluene | 60 | |
Vinyl chloride / vinyl propionate copolymer | 30 | |
Toluene | 55 | |
Properties | Value | |
Sealing temperature, °C | 40-50 | 100 |
Sealing pressure, kg/cm2 | 8-10 | --- |
Blocking temperature, °C | --- | 40 |
Table 4: Types of Liners Commonly Employed in PSA Products
Components t | Parts by Weigh |
Acronal 300D dispersion | 99 |
Vinylpyrrolidone thickening agent | 1 |
Properties | Value |
Sealing temperature, °C | 100 |
Blocking temperature, °C | 40 |
Table 5: Heat-Sealable Acrylic Water-Borne Adhesive System
Polyvinyl Acetate and Its Copolymers
Polyvinyl acetate adhesives are another basic film-forming hot melt sealant. Additive resins are generally employed to lower viscosity, melt temperature and cost, plasticizers improve film flexibility and adhesion and affect flow and tack, waxes improve flow, spreading, slip and antiblocking.
Ethylene vinyl acetate (EVA) resins are highly flexible products, compatible with many other polymers and additives, and easy to process. EVA adhesives and their formulations were discussed in a previous SpecialChem article2. EVA hot melt adhesives have high cohesive strength and excellent adhesion to a wide range of substrates, which make them good candidates for hot sealing applications. A typical EVA hot melt formulation for packaging is indicated in Table 6.
Components t | Parts by Weigh |
EVA copolymer | 20-50 |
Tackifying resin | 20-50 |
Synthetic wax | 0-20 |
Plasticizer | 0-20 |
Filler | 0-20 |
Antioxidant | 0.1-1.0 |
Table 6: Heat-Sealable Acrylic Water-Borne Adhesive System
A more recent development has been vinyl acetate acrylic (VAA) copolymers. VAA adhesives have excellent strength, setting speed, compatibility with common formulating raw materials, and emulsion stability (some are even freeze / thaw stable). VAA copolymers can be made to be soft and pressure sensitive or hard and tack free. VAAs generally offer lower glass transition temperature than VAEs.
Applications and Industry Trends
Heat-seal coatings are primarily used for lidding dairy product, condiments or ovenable containers, in-mold labeling, and for retortable and medical packaging. Table 7 shows the most common markets that are served by heat-seal adhesives. Market trends have dictated the development of heat-seal adhesives. Niche applications abound with specific performance targets for specific products.
Food pouches |
Medical |
Pharmaceutical |
Peelable lidding |
Portion packaging |
Consumer packaging |
Instant photograph |
Agricultural containers |
Paper and graphics |
Frozen food cartons |
In-mold labeling |
Table 7: Common Markets Served by Heat-Seal Adhesives
Performance characteristics still play an important role in the development of these adhesives. Higher peel and burst strength with broad and reliable sealing parameters are still being sought in the industry. Hot fill, aseptic and retort applications continually challenge adhesives regarding temperature and chemical resistance. Primerless adhesives are being developed for metal foils because of their popularity in modern barrier packaging. Products requiring fast transfer from the freezer to the oven and yet provide easy peel characteristics are also becoming more important.
Application characteristics also play an important role in the development of heat-sealing adhesives. Waterborne adhesives with low penetration have been developed to bond substrates with various porosities. Higher solids EVA waterborne heat-seal coatings provide low transportation costs and fast coating build when applied to a substrate. Heat-seal coatings are also now being applied for shrink label applications.
There are several major markets for heat-sealing adhesives other than packaging. Heat activated adhesives are used on tapes which can be applied with heat and pressure. One of the widest applications of this type of adhesive tape is in garment repair. A fabric mending tape normally consists of a plasticized polyvinyl chloride adhesive applied on a cloth backing.
Labels produced in this way are applied in a similar manner. An adhesive coating is heated directly by infrared radiation or hot air, or by hot plates from the reversed side to a temperature above the melting point of the adhesive. In this condition, the label can be bonded to the substrate by applying slight pressure. A new and developing market for heat-seal labeling is shrink fit film which can provide both graphics and a degree of protection for the package.
- Harlan, J.T. and Petershagen, L.A., "Thermoplastic Rubber Copolymers in Adhesives", Chapter 19 in Handbook of Adhesives, 2nd ed., I. Skeist, ed., van Nostrand Reinhold Company, New York, 1977, p. 326.
- Petrie, E.M., "Formulation EVA Hot Melt Adhesives", SpecialChem4Adhesives, January 2007.